






他們的區别(bie)在于吸塑包裝 有(you)多種形式如:指紙(zhǐ)卡和吸塑熱合包(bāo)裝、吸塑+吸塑高周(zhou)波熱熔包裝、插卡(ka)包裝等其中紙卡(kǎ)和吸塑熱合包裝(zhuang)和貼體包裝有點(dian)類似;貼體包裝是(shi)指紙卡和貼體膜(mó)真空成型包裝。 真(zhen)的寫起來比較多(duo),如果您不明白可(ke)以打電話給我,我(wǒ)告訴您,聯系方式(shì)可以看用戶資料(liào)的個人簡介中的(de)網址。
貼體包裝是(shì)将包裝物直接收(shōu)縮到物體上面,達(da)到包裝目的,吸塑(su)包裝是将包裝物(wù)成型在模具上然(ran)後加在物體上達(da)到包裝目的,兩者(zhě)的根本區别在于(yú),包裝物與物體的(de)貼近程度,吸塑包(bāo)裝一般都不會緊(jǐn)貼在物體上,會有(you)一些空隙。
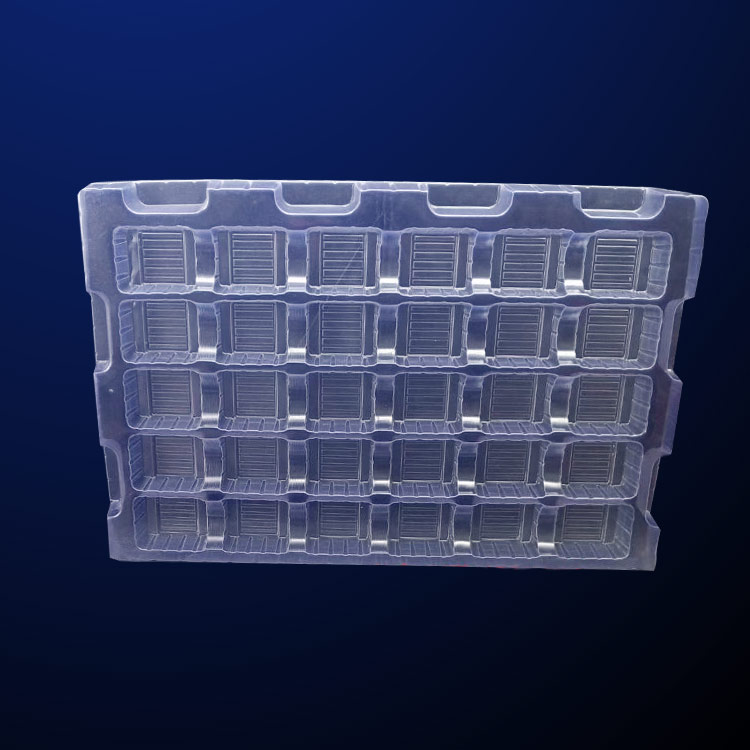
吸塑包(bāo)裝是: 泡殼 + 紙卡
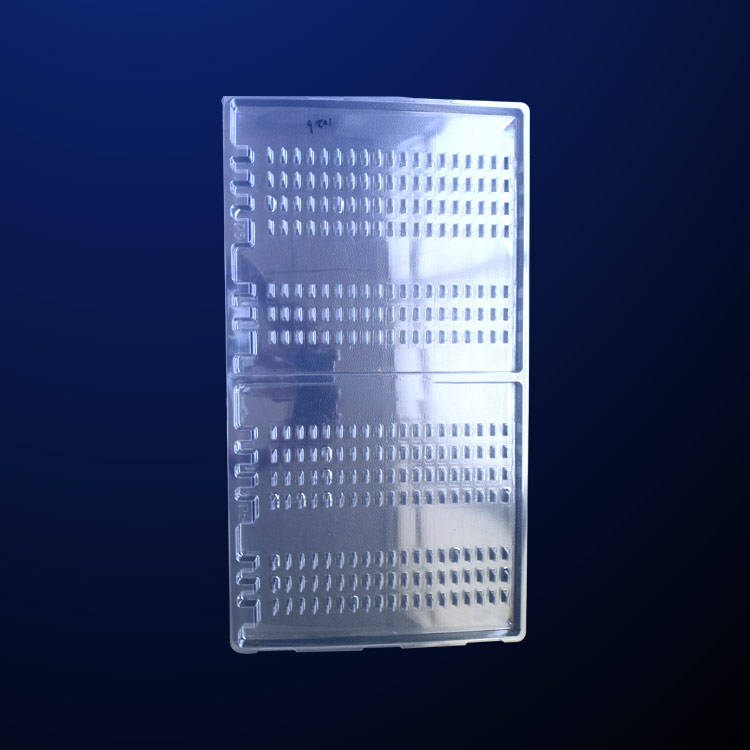
貼(tiē)體包裝是: 整個片(piàn)材 + 紙卡
吸塑包裝(zhuāng): 塑料泡殼包裝形(xing)式 深
貼體包裝: 塑(su)料片材 深度 淺




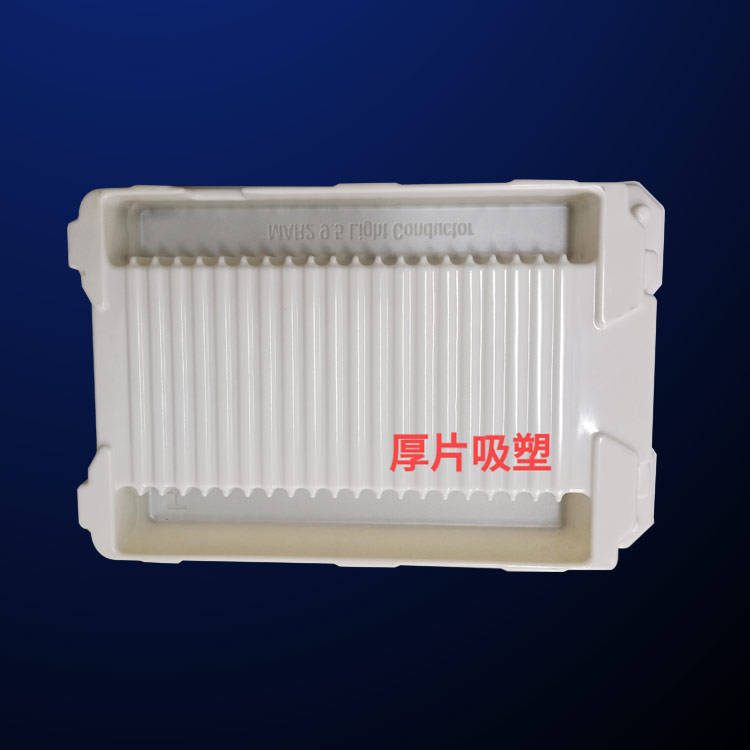
吸(xī)塑包裝 制品厚薄(bao)度不均勻是怎麽(me)造成的?如何解決(jue)這樣的問題?
厚薄(báo)度不均勻有常見(jiàn)的幾點,上架、片材(cái)、溫度等。上架在壓(ya)吸塑包裝産品的(de)時候位置的調整(zheng)是很關鍵的,要是(shi)有錯位或擺放不(bu)合理的現象時,出(chū)現會産生厚度不(bú)均勻。與片材有關(guān)系的就是片材在(zai)生産的過程當中(zhong)沒有将厚度調好(hǎo),所以才會導緻這(zhè)樣的質量問題。溫(wēn)度的調試也有直(zhí)接關系的,而且要(yào)根據不同的模具(ju)不同的材料調節(jiē)相對應溫度的高(gao)低,否則就出現了(le)不均勻的現象。解(jie)決方法是注意上(shang)架的位置調整,片(piàn)材的情況供應商(shāng)的協商,溫度調到(dào)片材和模具的适(shì)合度。
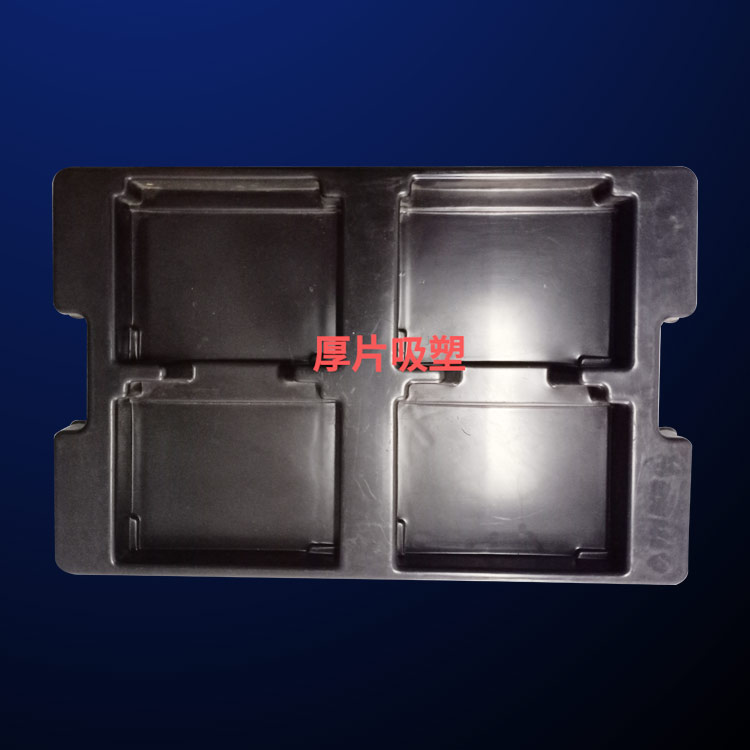
吸塑包裝制(zhì)品的拉線是什麽(me)?怎麽導緻的?如何(he)解決?
拉線就是在(zai)産品的邊上會出(chū)現凸出來的一條(tiao)線嚴重的影響到(dào)了包裝的外觀,導(dǎo)緻生成的原因就(jiù)是,這樣的情況與(yǔ)吸塑模具的結構(gòu)制造有關,吸塑成(chéng)型機的控制性的(de)操作,溫度調整,上(shang)架有很大的關系(xi),解決方法是模具(jù)的質量控制,機器(qi)和溫度參數調節(jiē),上架擠壓等。
關于(yú)吸塑包裝袋 的印(yìn)刷分類的詳細介(jie)紹
塑料包裝袋種(zhǒng)類繁多,規格不定(ding),因此,設計和制作(zuò)人員往往忽視了(le)制袋方式,其結果(guǒ)是雖然設計稿精(jīng)美,但制得的成品(pin)包裝卻不合人意(yì),甚至成爲廢品。經(jīng)驗告訴我們,隻有(yǒu)在了解常用包裝(zhuang)産品種類的基礎(chu)上,才能盡情發揮(huī)設計思路,不符合(hé)制袋工藝的設計(ji)作品,設計出實用(yòng)、的成品包裝。
吸塑(sù)包裝袋按制袋方(fang)式可分爲三邊封(feng)、中底封、立體中封(feng)和片料4類。
1、三邊封(feng)是在包裝袋四周(zhou)封口,正、背尺寸均(jun1)爲成品尺寸,具有(yǒu)一定的整體感,設(she)計不受約束,且前(qian)後設計具有一定(ding)的連貫性。由于正(zhèng)、背面尺寸一緻,可(ke)先設計正面,讓背(bèi)面與正面呼應。制(zhì)版時正、背要安排(pai)在同一套版滾筒(tong)上。
2、中底封是在背(bei)面封口,正面尺寸(cùn)爲成品尺寸,背面(mian)分成相等的兩部(bù)分,且其寬度之和(he)等于正面的寬度(du),通常在設計時是(shi)将正、背面展開,進(jìn)行一體化設計,并(bìng)在左右各加1cm封邊(bian),正、背也在同一套(tao)版滾筒上。
3、立體中(zhōng)封是在中底封的(de)基礎上,在兩側加(jia)立體邊,正背、側3面(miàn)同樣都在同一套(tao)版滾筒上。
4、片料由(yóu)于受印刷材料的(de)限制,其正、反面必(bi)須分開設計,分開(kai)制版,不能同時出(chū)現在同一套版滾(gun)筒上。

›
•
·



