







吸塑是(shì)一種塑料加工工(gong)藝,主要原理是将(jiāng)平展的塑料硬片(pian)材加熱變軟後,采(cǎi)用真空吸附于模(mo)具表面,冷卻後成(cheng)型,廣泛用于塑料(liào)包裝、燈飾、廣告、裝(zhuang)飾等行業。
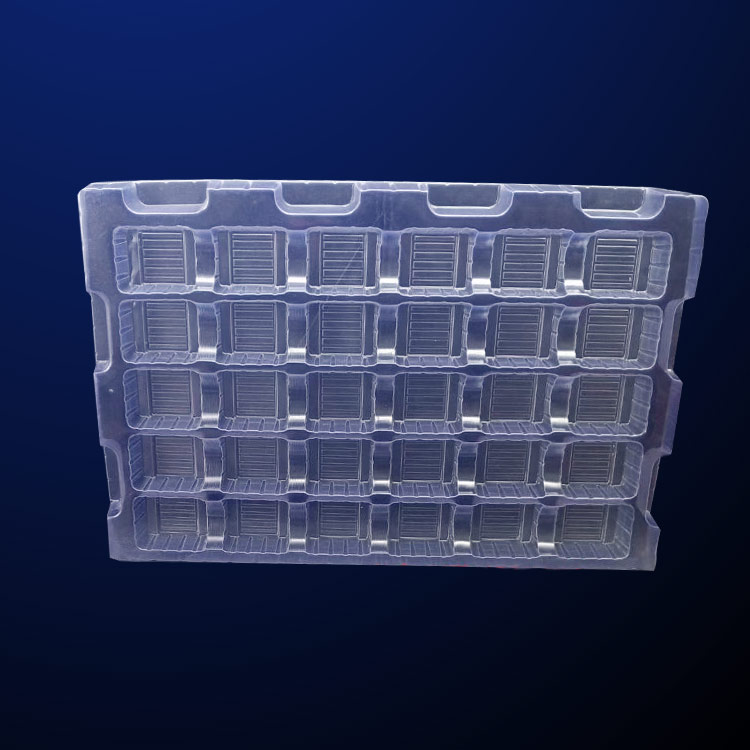
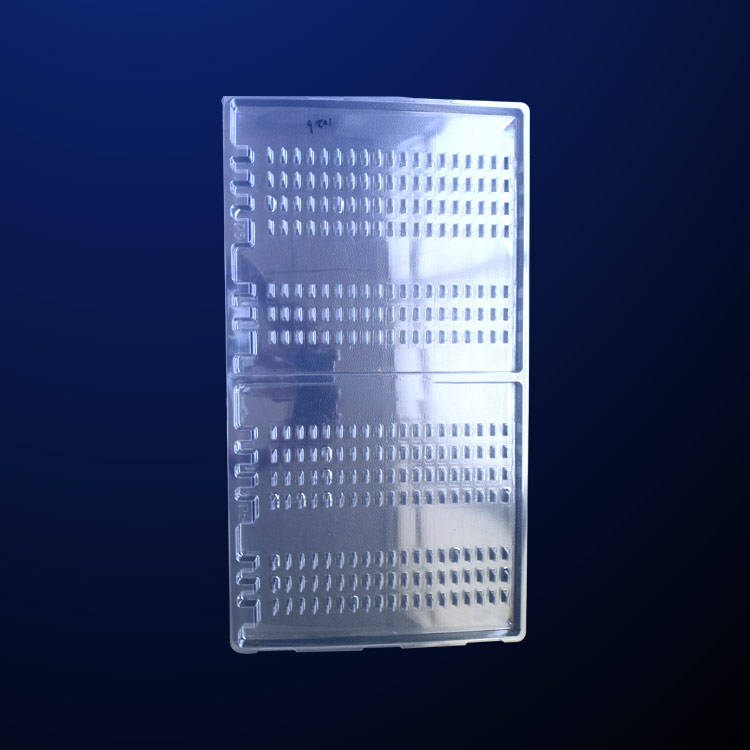
吸塑包(bao)裝 :采用吸塑工藝(yi)生産出塑料制品(pǐn),并用相應的設備(bèi)對産品進行封裝(zhuang)的總稱。吸塑包裝(zhuang)制品包括:泡殼、托(tuo)盤、吸塑盒,同義詞(cí)還有:真空罩、泡罩(zhao)等。
吸塑包裝的主(zhu)要優點是,節省原(yuan)輔材料、重量輕、運(yun)輸方便、密封性能(neng)好,符合環保綠色(se)包裝的要求;能包(bāo)裝任何異形産品(pǐn),裝箱無需另加緩(huan)沖材料;被包裝産(chan)品透明可見,外形(xing)美觀,便于銷售,并(bing)适合機械化、自動(dòng)化包裝,便于現代(dài)化管理、節省人力(li)、提
吸塑包裝設備(bèi)主要包括:吸塑成(cheng)型機、沖床、封口機(ji)、高頻機、折邊機。
封(feng)裝形成的包裝産(chǎn)品可分爲:插卡、吸(xi)卡、雙泡殼、半泡殼(ké)、對折泡殼、三折泡(pao)殼等。
1、吸塑制(zhi)品的模具制作及(jí)加工
根據客戶提(tí)供的要求或樣品(pǐn)規格,首先制作好(hǎo)吸塑模具,一般條(tiáo)件下,都是利用石(shí)膏制作吸塑包裝(zhuang)模具,但也有用木(mù)雕及金屬雕刻的(de)産品作模具,石膏(gāo)模具制作好後,先(xian)讓其自然幹燥完(wán)全或是烘幹;
2、模具(jù)處理幹燥完全後(hou)将制作好的模具(ju)裝入真空室上層(céng)鐵闆上,然後根據(jù)模具大小,将塑料(liao)片載成适用規格(ge)尺寸,然後将此片(pian)材放入加熱木櫃(gui)内,使其完全固定(dìng)好,再将木櫃連同(tóng)塑料片材置恒溫(wen)爐上進行軟化處(chù)理。
3、将軟化處理好(hao)的塑料片連同木(mu)櫃,置于真空室中(zhong),開動吸氣開關,将(jiāng)真空室内空氣吸(xi)抽幹淨,待塑料片(pian)冷卻後,即得到與(yǔ)模具相同的凹型(xing)包裝或工藝模具(ju)。
4、吸塑包裝整理
将(jiāng)産品進行修邊整(zheng)理即爲成品,再經(jing)包裝後即可





吸塑(su)包裝 的制作流程(chéng)包括報價,開模,電(diàn)鍍,打孔,排闆,抛光(guāng),成型,裁切,品檢,包(bao)裝等。首先是業務(wù)跟客戶對接,經确(què)認款式和做法後(hou)報價給客戶,客戶(hù)回饋開模打樣,客(ke)戶樣品确認,模具(jù)師傅電鍍銅模,填(tian)充,打孔,抛光;開機(jī)師傅排闆上機生(shēng)産,沖床師傅裁切(qie)成型、品檢打包入(ru)庫出貨一氣呵成(cheng)。
吸塑包裝的成型(xíng)材料有多種pvc pet pp PS petg 和一(yi)些可分解材料等(děng)等,可透明或可帶(dài)顔色。主要優點是(shi)可定制,也可帶絨(róng)。成型模具有石膏(gāo)模,陶瓷膜,黑金模(mo),銅模,代木模,鋁模(mó)和木模,樹脂膜等(děng)等,看貨決定模具(jù)。模具越貴越耐做(zuo)貨當然價格也就(jiu)越高了,不過目前(qián)常用的就是石膏(gāo)模,陶瓷膜,銅模和(he)鋁模四種。
吸塑包(bāo)裝用的片材叫硬(yìng)片或膠片,常用的(de)有PET片、PVC硬片、PS硬片。PS硬(ying)片密度低,韌性差(cha),燒,燃燒時會産生(shēng)氣體所以一般用(yòng)來生産各種工業(ye)用的吸塑托盤。PVC硬(yìng)片韌性适中,不燒(shao),燃燒時會産生,對(duì)環境造成一定影(ying)響,PVC易熱合,可采用(yong)封口機和高頻機(jī)封邊,是生産透明(míng)吸塑制品的主要(yao)原料。
吸塑包裝 制(zhi)品的刮痕是什麽(me)?這種質量問題是(shi)怎麽導緻?如何解(jiě)決?
刮痕就是吸塑(su)産品生産出來以(yi)後表面會出現刮(guā)印,也是觀瀾吸塑(sù)廠質量上經常出(chū)現的問題,發生的(de)原因是因爲在生(shēng)産的過程中,手工(gong)的工序較多,易碰(peng)撞發生磨擦,沖床(chuang)人員以及包裝人(ren)員的操作方式是(shì)關鍵的環節。解決(jue)方法是輕拿輕放(fàng)小心處理産品,保(bao)持工作台的清潔(jié)衛生,工作人員配(pei)戴手套等相關事(shi)項,也能有效地防(fang)止刮花的情況發(fa)生,吸塑包裝産品(pǐn)的手工工序較多(duō),因此在每個環節(jie)都必須要密切關(guān)注的,才能避免次(ci)品的産生。
吸塑包(bāo)裝 的單價=産品材(cái)料成本+能耗+人工(gōng)及運輸+利潤
原(yuán)料價格:根據産品(pǐn)的用途,确定采用(yong)何種材質和等級(ji)的材料,尋該種材(cái)料價供應商 膠片(piàn)厚度:預诂該産品(pǐn)須用多厚的膠片(piàn)制作,要根據成型(xing)各部位的厚度和(hé)形狀而定 排版數(shù)量:根據産品外形(xing)尺寸和形狀,計算(suan)一版能排多少個(gè)模,排密了會降低(di)産品質量,排稀了(le)會增大材料損耗(hao),使成本上升 材料(liào)損耗率:主要因素(sù)爲産品形狀、産品(pǐn)數量以及外形尺(chǐ)寸與吸塑機底盤(pán)适配程度,形狀越(yue)方正、産量越大,損(sǔn)耗率就越小
您好,歡迎(yíng)莅臨方立包裝,歡(huan)迎咨詢...
›
•
·



