






厚片(pian)吸塑制品有哪些(xie)缺陷 拉線:厚片吸(xi)塑成型生産時産(chǎn)生的一些不應有(you)的線條突起(模具(jù)上沒有的),需要重(zhong)新修改模具(降低(dī)高度和增加園滑(huá)度)和增加額外的(de)壓力模具(我們稱(chēng)之爲上模)來解決(jué)。拉線過大時,被看(kàn)作是次品,無法用(yòng)于吸塑包裝,但在(zai)零部件周轉托盤(pan)領域,隻要拉線排(pai)列整齊,不影響使(shi)用功能,應視爲合(hé)格品。拉線又稱之(zhī)爲:拉丘,抽筋等。 劃(huà)痕:厚片吸塑成品(pǐn)上特别是透明泡(pào)殼上帶有劃傷的(de)痕迹,如果痕迹太(tai)長,太大,泡殼就成(cheng)了次品,無法用于(yu)包裝。 晶點:在厚片(pian)吸塑闆材生産過(guo)程中,因空氣中的(de)細小塵埃,掉在加(jia)熱的塑料材料上(shang),産生的一種透明(ming)瑕疵,特别是在透(tou)明的厚吸塑闆材(cai)生産過程中,這種(zhong)瑕疵過大,過多時(shi),視爲次品。 氣泡:在(zài)厚片吸塑闆材生(sheng)産過程中,因加熱(re)的塑料材料中含(han)有空氣,使生産出(chū)的成品片材裏帶(dài)有氣泡,特别是在(zài)透明的吸塑片材(cai)生産過程中,這種(zhǒng)氣泡過大,過多時(shí),視爲次品。 水波紋(wén):在厚片吸塑闆材(cai)生産過程中,因厚(hou)吸塑材料和加工(gong)工藝不同,使生産(chǎn)出的成品片材表(biǎo)面有水面波紋,特(tè)别是在透明的厚(hòu)吸塑闆材生産過(guò)程中,這種水波紋(wen)過大,過多時,視爲(wèi)次品。一般情況下(xia),厚吸塑片材闆越(yuè)厚,水波紋越明顯(xiǎn)。合格的PET材料很少(shǎo)有水波紋,但大多(duō)數厚吸塑PVC片材都(dōu)有水波紋的現象(xiàng)存在。





厚片吸塑加(jia)工過程中出現的(de)問題有哪些? 1. 厚片(piàn)吸塑吊線:在厚片(pian)吸塑過程中,由于(yú)模殼的高寬、視角(jiao)、脫模結構等原因(yin)。 2.色調:色調差異一(yi)般出現在塑料闆(pǎn)生産廠家的調料(liào)中,不同批次的塑(sù)料闆上可能會出(chū)現不同的背景色(se)差,但這種情況不(bu)容易造成很大的(de)危害,單獨包裝時(shi)也無法區分,所以(yǐ)這種情況着重與(yǔ)塑料闆生産廠家(jiā)溝通。 3.厚片吸塑破(po)孔:在整個成型過(guò)程中,由于原材料(liao)厚度不均勻,溫度(dù)控制不穩定,會發(fā)生破孔,破孔的産(chǎn)品一般被視爲劣(lie)質産品,不能出庫(kù)。 4.劃痕:厚片吸塑表(biao)面很容易出現劃(huà)痕和擦傷。在加工(gong)過程及其包裝程(chéng)序中,如果處理不(bú)當,泡罩産品的表(biǎo)面會被劃傷并留(liú)下痕迹,嚴重時會(hui)成爲劣質産品。 5.形(xing)變:厚片吸塑形變(bian)的關鍵原因是溫(wēn)度調節、原料氣泡(pào)、殘渣等。都是會造(zao)成吸朔形變,吸不(bu)及時,達不上吸朔(shuo)成形的規定,使包(bao)裝物件沒法放進(jin),變成殘品廢置。 6.波(bo)紋度:關鍵在于塑(sù)料片的加工。聚塑(su)料闆的表面波紋(wen)是一種更常見的(de)現象,這在一般情(qing)況下是可以接受(shou)的。 7.厚片吸塑汽泡(pào):一般出現于原材(cái)料的加工過程中(zhong)有氣體滲透到塑(sù)膠中,所造成的汽(qì)泡狀況,這類狀況(kuang)下,汽泡很大便會(hui)危害外型,因而這(zhè)種都是會變成殘(can)品。
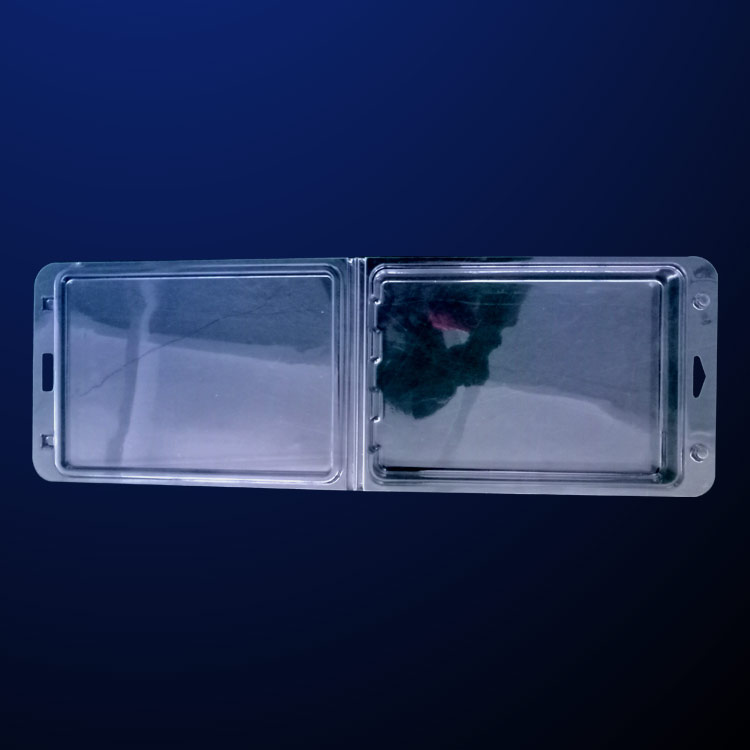
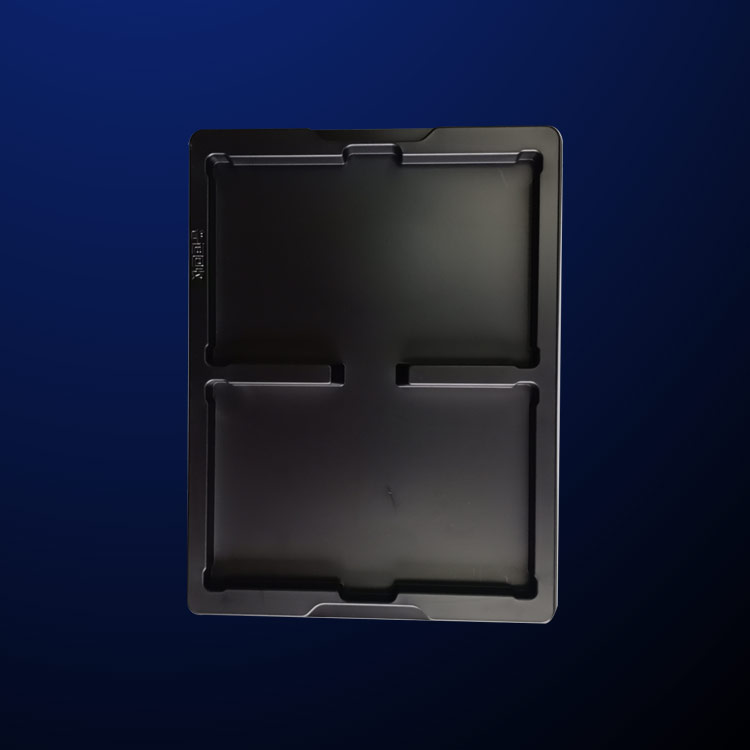
厚片吸塑的主(zhu)要用途有哪些? 厚(hòu)片吸塑的主要用(yòng)途有哪些?厚片吸(xī)塑特點:節省空間(jian)、無污染、體積小、耐(nai)用、可回收循環使(shǐ)用等優點。其材質(zhì)有HDPE、ABS、PC、HIPS、PET、PP等複合材質。 厚(hou)片吸塑包裝适用(yong)于各類汽車配件(jian)托盤、物流周轉托(tuo)盤、塑料外殼、及各(ge)類汽配五金件吸(xi)塑托盤,厚片吸塑(sù)廣泛應用于汽配(pei)五金件周轉、物流(liú)周轉、設備外殼、機(ji)械外殼等行業。 厚(hòu)片吸塑托盤廣泛(fan)應用汽配周轉(九(jiu)腳托盤+隔闆+蓋闆(pǎn)組成)、鑄造件周轉(zhuan)、五金配件周轉、物(wu)流周轉等行業; 厚(hou)片吸塑是利用2mm~10mm厚(hou)度的闆材或者片(pian)材,通過真空負壓(yā),把加熱軟化好的(de)闆材或者是片材(cái)吸附于模具表面(miàn),使其與模具基本(ben)吻合,塑出形狀。 然(rán)後通過裁闆機、刀(dao)模、沖壓、或者是各(gè)種樣式的修邊機(ji),把多餘的壓邊去(qù)除,形成想要的造(zào)型。 此工藝具有模(mó)具費用低、生産工(gōng)期短,模具開發時(shí)間短。大大降低了(le)産品成本和開發(fa)周期。可根據客戶(hu)要求生産各種規(guī)格尺寸産品,足以(yǐ)确保您的産品裝(zhuang)配精度。

·· ›
›




