





對于要求底(dǐ)部厚度不減(jian)薄的吸塑件(jian),可以用凸模(mó)真空成型。其(qí)原理是首先(xiān)将被加緊的(de)塑料闆材在(zài)加熱器下加(jia)熱軟化,當加(jia)熱後的片材(cai)接觸凸模時(shí),即被冷卻而(er)失去減薄能(néng)力,當材料繼(ji)續向下移動(dòng),一直到完全(quan)與凸模接觸(chu);然後抽真空(kōng)開始,邊緣及(jí)四周都由減(jiǎn)薄而成型,凸(tu)模真空成型(xíng)多用于有凸(tu)起形狀的薄(báo)壁塑件,成型(xing)塑件的内表(biǎo)面尺寸精度(dù)較高。
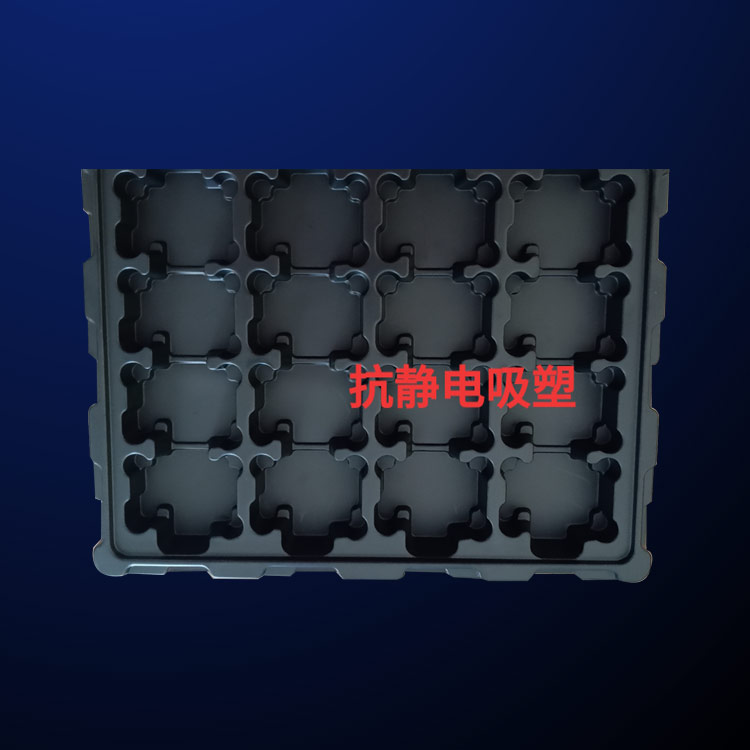
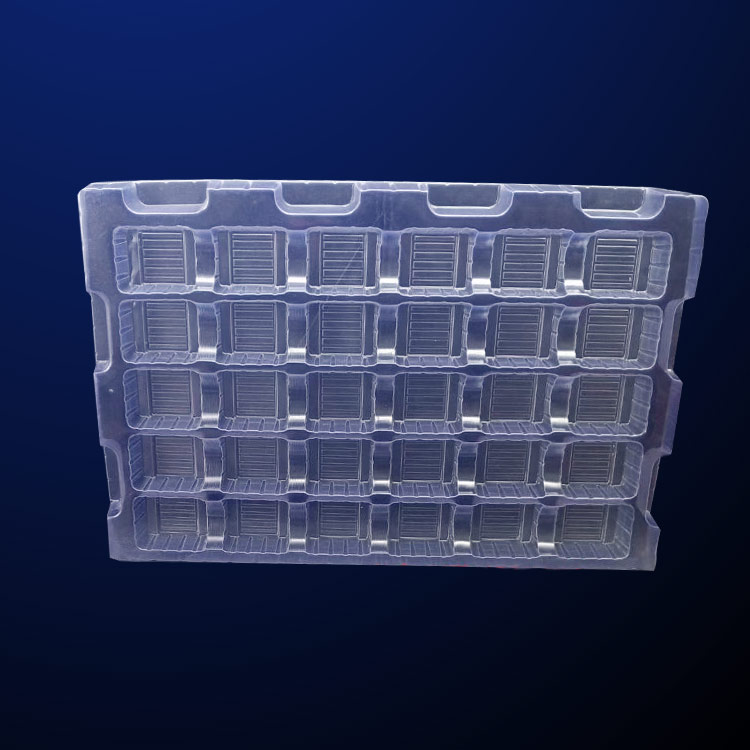
多年專(zhuān)注吸塑制品(pin)生産,是一家(jiā)集吸塑制品(pǐn)開發、設計、加(jiā)工、生産、銷售(shòu)及服務爲一(yī)體的吸塑包(bao)裝企業,爲和(hé)海外客戶定(dìng)制品質吸塑(su)盒、吸塑托盤(pan)、吸塑外殼、一(yī)次性塑料杯(bēi)碗,各類彩印(yin)非彩印膠盒(he)折盒等,提供(gòng)的産品包裝(zhuang)解決方案。廣(guang)泛應用于汽(qì)車、、電子、電器(qì)、服裝、倉儲物(wu)流、衛生等行(háng)業。




吸塑包裝(zhuang) 由于被包裝(zhuang)内容物可見(jiàn),具有良好的(de)銷售展示效(xiào)果,在紙卡包(bāo)裝生産中應(yīng)用廣泛。針對(dui)實際吸塑包(bāo)裝生産過程(chéng)中主要出現(xiàn)的産品吸塑(su)性不良的故(gù)障,結合實際(jì)生産經驗,重(zhong)點從吸塑材(cai)料、吸塑工藝(yì)方法、吸塑設(she)備加工等方(fang)面分析了影(yǐng)響因素。
随着(zhe)消費者自身(shen)消費與健康(kāng)意識的提高(gāo),商品信息的(de)具體化、透明(míng)化成了消費(fei)者購買商品(pin)時關注的重(zhong)點。“少即是多(duo)”已作爲包裝(zhuang)透明化精簡(jian)化的要求,而(er)吸塑包裝就(jiu)是包裝透明(ming)化一種包裝(zhuang)形式,吸塑包(bao)裝由于被包(bāo)裝内容物可(ke)見,具有良好(hao)的銷售展示(shi)效果。一般是(shi)将不規則物(wù)體通過使用(yòng) PVC 或 PET 透明泡罩(zhào)對其加以密(mì)封防護,再将(jiang)泡罩與已塗(tú)敷吸塑油的(de)紙卡(紙張)通(tong)過熱壓粘合(he)在一起,形成(cheng)完整規則透(tou)明的包裝形(xing)式。泡罩的作(zuo)用是對物體(ti)密封固定;紙(zhǐ)卡是對物體(ti)起支撐作用(yong),同時紙卡上(shàng)還須印刷圖(tu)文信息;吸塑(su)油在加熱的(de)條件下,将泡(pao)罩和紙卡牢(láo)固地粘合在(zai)一起,保證儲(chǔ)運期間包裝(zhuāng)的完整。
吸塑(sù)包裝 工藝過(guò)程包括:印刷(shua)塗布吸塑包(bāo)裝油的工藝(yi)過程和吸塑(sù)包裝熱封工(gōng)藝過程(見圖(tu) 5),目前有三種(zhǒng)方式實現塗(tu)布過程:離線(xiàn)過油機滿版(bǎn)過油、絲印局(jú)部過油、膠印(yin)連線過油。離(li)線塗布和吸(xi)塑包裝工藝(yi)一般要求産(chǎn)品印刷完後(hòu)放置至少 72 小(xiao)時,待大面積(ji)深色油墨區(qu)域完全幹燥(zào)後,方可過在(zài)表面過吸塑(sù)包裝油,再放(fang)置至少 24 小時(shí)後方可進行(háng)吸塑包裝過(guo)程。目前的連(lián)線過油方式(shi)(一般采用水(shui)性吸塑包裝(zhuāng)油),可以縮短(duǎn)時間,但是吸(xī)塑包裝效果(guǒ)不佳。過油過(guò)程主要控制(zhi)的目标:過油(yóu)量大小合适(shi)(一般約 3-5g/m2,視材(cái)料表面性能(néng)、吸塑包裝油(you)濃度不同而(er)有所差别)、吸(xī)塑包裝油充(chong)分滲透。
塗布(bù)過程須控制(zhi)好塗布量大(da)小,确保膜層(céng)表面的流平(píng)性、光澤度、滲(shen)透效果、幹燥(zao)性等;吸塑包(bāo)裝過程主要(yào)控制好溫度(dù)、壓力、時間等(děng)條件,确保吸(xi)塑包裝效果(guo)。