





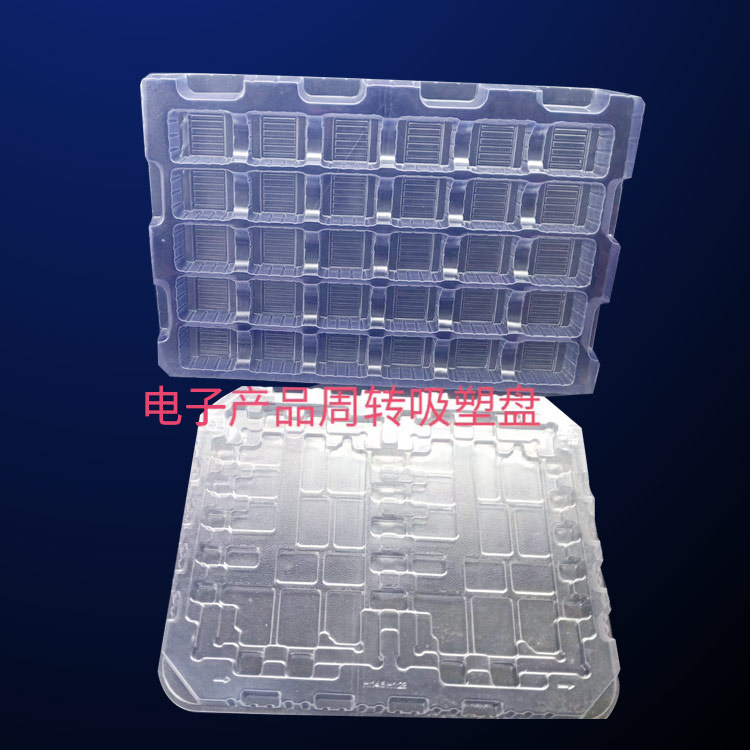

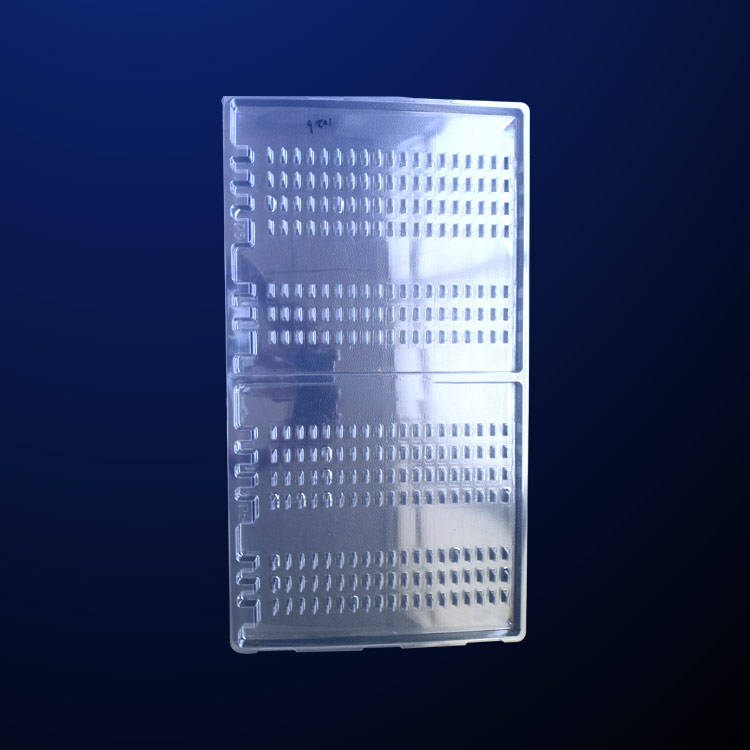
吸(xī)塑制品材料辨别(bie)及吸塑包裝優勢(shi) 在日常生活和工(gong)業生産中,我們經(jing)常接觸到吸塑産(chan)品,這種包裝産品(pin)是由吸塑加工廠(chang)設計生産的。它的(de)主要原料是各種(zhong)各樣的片材,是由(you)一整塊片材經過(guo)吸塑工藝熱處理(lǐ)後形成的,并将其(qi)沖切成單一的小(xiao)産品,同時還會留(liu)下一些邊材,我們(men)稱之爲廢料。就材(cái)料而言很多朋友(you)不知道如何區分(fèn)各種材料,經常會(huì)搞混亂,下面吸塑(su)小編在這裏做一(yi)個簡單的介紹吧(ba)! 塑料包裝廠常用(yòng)的材料有PS、PET、PVC等: 一、PS材(cai)料特點:全名聚,材(cái)料較軟,黑白材料(liào)很常用,可用手撕(si)開,不可直接接觸(chu)食物,多用于托盤(pán)。 感覺鑒别:容易撕(sī)裂。 燃燒鑒别:燃燒(shao)時氣味像石油,熔(róng)化滴落,燃燒時有(yǒu)黑煙。 二、PET材料特點(diǎn):該材料爲環保材(cai)料,硬度好,透明度(dù)強,材料表面光亮(liàng)白,對吸塑包裝折(shé)無明顯白色痕迹(jì),可直接接觸食物(wu)。 感覺鑒别:此吸塑(su)産品一般爲白色(se)透明,手感較硬,揉(rou)搓時有聲音。 燃燒(shāo)鑒别:燃燒時有黑(hei)煙,火焰有跳火現(xian)象,燃燒後材料表(biǎo)面呈黑色炭化,手(shǒu)指摩擦燃燒後的(de)黑色炭化物,碳化(huà)物呈粉末狀。 三、PVC材(cái)料特點:聚在美國(guó)相對抗拒。吸塑包(bao)裝中使用較多的(de)材料之一在低溫(wen)天氣下會變脆,容(róng)易。折疊會有明顯(xian)的白色痕迹,表面(mian)會變藍。 感覺鑒别(bié):外觀與EVA非常相似(sì),但有彈性。 燃燒鑒(jiàn)别:塑料制品燃燒(shao)時冒黑煙,離火滅(mie)火,燃燒表面黑,無(wú)熔融滴落現象。




塑(su)料包裝盒選材的(de)六大要求 1.紙張太(tai)強,塑料油無法滲(shen)入紙張,隻能粘墨(mo)和表面塗層。 2.熱、壓(yā)、壓時間:塑料成型(xíng)過程中,對熱、壓、壓(yā)時間有一些的要(yao)求。溫度一般在140℃-160℃之(zhi)間,具體取決于泡(pao)罩的厚度和材料(liao)的熱容量。壓力在(zai)50到60磅/平方英寸之(zhi)間,壓制時間在2到(dao)3秒之間。 3.吸塑包裝(zhuāng)紙張的濕度不宜(yí)過高:如果紙張濕(shi)度過高或油墨幹(gàn)燥不,會影響起泡(pào)性能。如果出現這(zhe)種問題,請在塗油(you)之前将紙張弄濕(shi)或風幹。 4.吸塑油的(de)幹燥要求:由于吸(xī)塑油的塗布量比(bi)平時要厚,所以要(yao)特别注意塗油機(ji)的幹燥設備。幹燥(zao)不充分的話,塑料(liao)油表面會容易粘(zhān)花,堆着粘着就容(róng)易粘在一起。因爲(wei)吸塑油是一種熱(rè)溶性物質,在幹燥(zao)隧道内用熱風幹(gan)燥後要注意幹燥(zào)狀态,過油後風幹(gàn)紙張。 5.吸塑膜的要(yào)求:選擇吸塑膜時(shi)要考慮透明度、淨(jìng)度、耐熱性和适當(dang)的硬度。 現在談論(lùn)吸塑盒并不陌生(shēng),尤其是現在吸塑(su)盒被廣泛使用,在(zài)很多行業都是不(bú)可或缺的。吸塑盒(he)既能保護内吸塑(sù)包裝部産品,又能(neng)美化産品,提高産(chan)品檔次,從而增加(jiā)産品銷量。所以選(xuan)擇一個好的吸塑(su)盒來包裝你的産(chǎn)品是非常重要的(de)。那麽你怎麽選擇(zé)吸塑盒?吸塑盒廠(chǎng)商分享給大家。具(ju)體内容如下:
吸塑(sù)包裝生産技術及(ji)生産流程 塑産品(pin)的主要生産工藝(yi)有剝、拉、沖、折、沖、包(bāo)裝,介紹如下。 1.帶 樣(yang)品确認後,以打樣(yang)用石膏模作爲母(mu)模,鍍銅後按數量(liàng)和位置制作生産(chǎn)用模具,稱爲脫模(mó)模。常規模具有三(sān)種:石膏模、銅模、鋁(lü)模。其中石膏模具(jù)主要用于打樣,不(bú)能批量生産,生産(chǎn)時間一般爲24小時(shi)。銅模是鍍一層銅(tóng)的石膏模,強度和(he)耐磨性增強,成本(ben)低。 2.拉标簽 吸塑機(jī)通過吸塑成型機(ji)加熱、真空吸塑成(cheng)型、冷卻後,自動将(jiang)原料卷切割成給(gěi)定尺寸,是吸塑成(chéng)型吸塑包裝重要(yào)的工序。 3.沖床 一般(bān)是多個産品(根據(ju)模具排數)從拉片(pian)出來,需要用刀模(mó)沖壓成單個産品(pǐn)。這個過程叫出拳(quán)。 4.折疊 對于一些需(xū)要折疊吸塑産品(pǐn)的邊角才能插入(ru)紙卡的産品,應該(gāi)加入這個過程。這(zhe)個過程是由折頁(yè)機完成的。 5.打孔 如(ru)果客戶有特有要(yao)求,在沖吸塑的時(shi)候要加上這個工(gong)序。 6.包裝 吸塑包裝(zhuāng)盒要注意,根據客(ke)戶要求的嚴格程(chéng)度、産品材質、形狀(zhuang)等合适的包裝方(fāng)式。如果客戶沒有(you)特有要吸塑包裝(zhuang)求,可以使用包裝(zhuāng)和塑料袋。

›
›
•




