





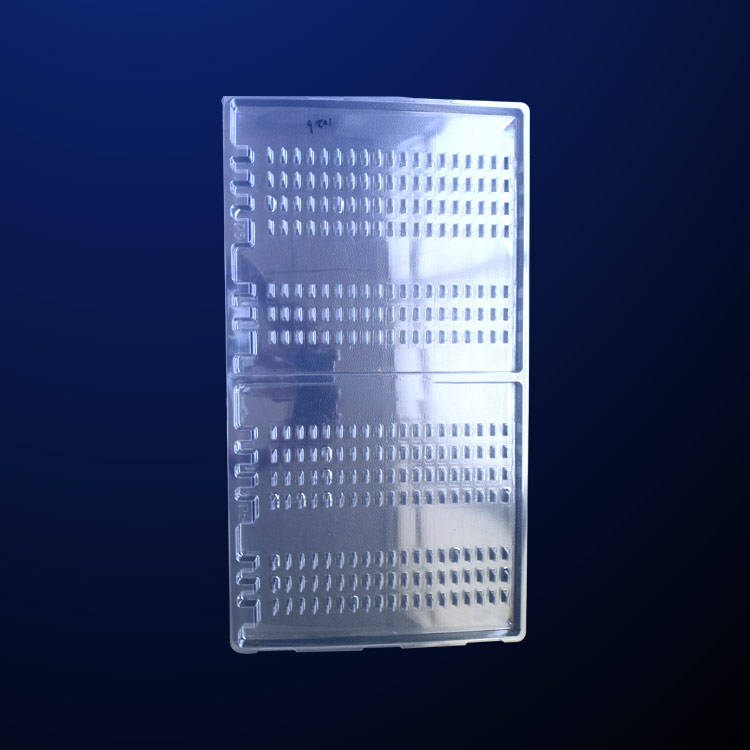

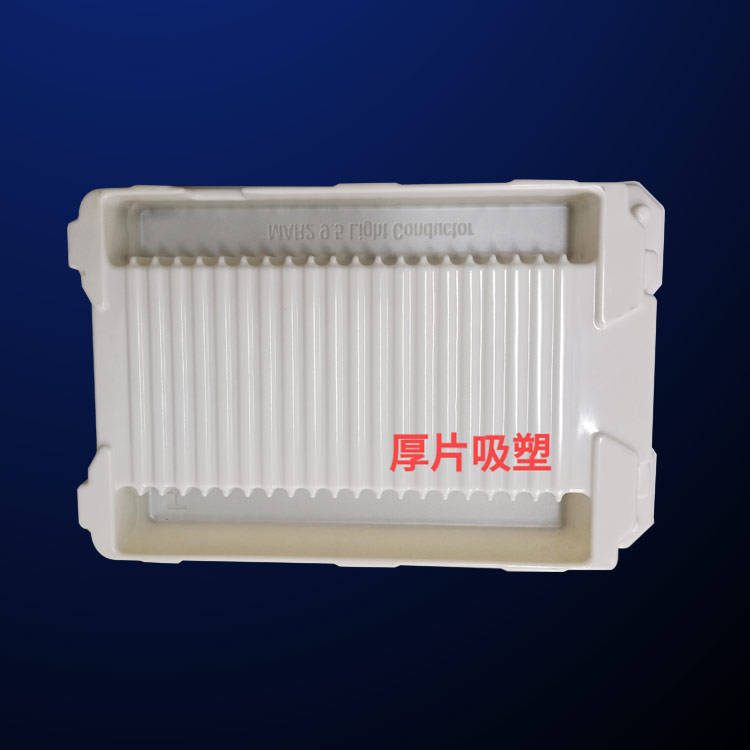
吸塑包裝的(de)優勢和效果(guo)及生産流程(chéng)要點 在生産(chan)生活中,我們(men)經常看到吸(xī)塑包裝應用(yong)的場景。雖然(ran)很多人不知(zhī)道是吸塑包(bāo)裝,但是很多(duo)人都接觸過(guo)。吸塑包裝在(zài)日常生活中(zhong)的使用範圍(wéi)非常廣。那麽(me)爲什麽吸塑(su)包裝這麽受(shòu)歡迎呢?現在(zài)分享一下吸(xi)塑包裝的優(you)點和效果。 吸(xi)塑包裝的優(you)點之一:吸塑(su)包裝具有很(hěn)強的可塑性(xìng)和保護功能(néng)。吸塑包裝的(de)基本功能是(shi)保護産品,尤(yóu)其是在運輸(shū)過程中,避免(mian)貨物之間的(de)碰撞。吸塑包(bao)裝定制格栅(shān)可使産品不(bú)易移動,即使(shi)在劇烈運動(dòng)中也能保護(hu)産品的完整(zheng)性。 吸塑包裝(zhuang):吸塑包裝的(de)dier個優點是制(zhi)作精美,具有(yǒu)包裝的美學(xue)效果。在我們(men)的生活中,一(yi)些有價值的(de)産品或禮品(pin)需要放在吸(xi)塑包裝,這樣(yang)不僅可以增(zēng)加産品包裝(zhuāng)的美觀度,還(hái)吸塑包裝可(kě)以使産品的(de)質量和檔次(cì)達到更高的(de)水平。 吸塑包(bao)裝優勢3:吸塑(sù)包裝耐腐蝕(shi)、耐用、可回收(shou)。同樣的産品(pǐn)使用吸塑包(bao)裝後可以及(jí)時回收,可以(yi)幫助我們節(jie)省很多包裝(zhuang)成本。它适用(yong)于廣泛的産(chan)品。電子、食品(pin)、機械等零部(bu)件都可以使(shi)用吸塑包裝(zhuang),而且吸塑包(bāo)裝不易損壞(huai),這也是它受(shòu)歡迎的原因(yin)之一。 吸塑是(shi)将PVC、PS、PET等樹脂片(piàn)在吸塑成型(xíng)機中加熱、真(zhēn)空成型、冷卻(què),按模具形狀(zhuàng)成型,在沖床(chuang)上用刀模沖(chong)壓成單個産(chǎn)品,zui後折疊沖(chòng)壓而成的包(bao)裝産品。這種(zhǒng)包裝産品具(jù)有材料便宜(yí)、工藝簡單、投(tóu)資少、利潤可(kě)觀的特點,适(shì)用于包裝小(xiao)商品、小家電(dian)、玩具等商品(pǐn),不适合緩沖(chong)要求高、産品(pǐn)重的包裝産(chǎn)品。




吸塑包裝(zhuang)平滑度與呈(chéng)色效果的關(guān)系 吸塑平滑(huá)度是評價包(bāo)裝盒表面凹(āo)凸程度的技(jì)術指标,是表(biao)示包裝盒表(biǎo)面平整、光滑(hua)和均勻程度(du)的物理量,即(jí)在一定的真(zhēn)空條件下,使(shǐ)一定容積的(de)空氣,從一定(ding)壓力下的包(bāo)裝盒測試樣(yang)表面與光滑(hua)玻璃表面之(zhi)間流過所需(xu)要的時間來(lái)衡量,其單位(wei)用秒表示。秒(miǎo)數越高包裝(zhuāng)盒的平滑度(du)越好。包裝盒(he)平滑度越好(hǎo),印刷時紙面(mian)與印版間的(de)接觸,也就越(yue)均勻和完整(zhěng),版面(凸版)或(huò)橡皮布上的(de)墨層轉移也(yě)越充分,印品(pǐn)呈色效果也(yě)越好。 反之,平(ping)滑度差的包(bāo)裝盒,油墨轉(zhuan)移不均勻,不(bu)充分,且紙面(mian)對墨量的滲(shen)透性強,呈色(se)效果也就差(chà),往往容易使(shǐ)印品墨色發(fā)花、發淡。所以(yǐ),印刷精細的(de)産品,網線越(yuè)細、網點直徑(jing)越小,越應采(cǎi)用平滑度好(hǎo)的包裝盒印(yìn)刷,這樣才能(neng)使原稿再現(xian)性好。 吸塑PVC、PTE、PP作(zuo)爲印刷的主(zhu)要原材料,它(ta)的性能如何(he),決定印刷墨(mò)色的質量。隻(zhī)有性能好的(de)原材料,才能(neng)獲得較好的(de)印品呈色效(xiào)果。所以,正确(què)認識包裝盒(hé)性能與印品(pin)呈色的關系(xì),根據印刷産(chan)品、工藝條件(jian)特點,合理選(xuǎn)擇包裝盒進(jìn)行印刷,對提(ti)高産品質量(liang)具有重要的(de)現實意義。

五(wu)金吸塑包裝(zhuang)盒制作溫度(du)控制 噴嘴溫(wen)度熔體經過(guò)噴嘴時,由于(yú)較高的産生(shēng)較大溫升,五(wu)金吸塑包裝(zhuang)盒且爲了避(bi)免熔融塑度(du)稍低;如運用(yong)加長射嘴,應(yīng)運用也不能(néng)太低,一般比(bǐ)料筒溫度低(di)5~10℃即可,否則會(huì)形成打針3.熔(róng)膠溫度膠溫(wēn)度是塑料塑(su)化完成後,依(yī)據出産周期(qi)開始度是塑(sù)料塑化實隊(duì)螺杆轉速、背(bei)射料裏和注(zhù)塑周期。熔膠(jiao)溫度可在射(shè)嘴處則裏或(huo)溫度僅僅具(jù)有指導性,假(jia)如沒有加工(gōng)某一特定級(ji)别塑料的經(jīng)曆,料筒溫度(dù)應從4.模具溫(wēn)度模具溫度(du)直接影響向(xiang)熔體的充模(mo)和制品的令(ling)卻,是決定成(cheng)型周期和制(zhì)質量墾的要(yào)因素之一模(mó)具溫度的挑(tiāo)選取泱于物(wù)料性質,制品(pin)的巨細和形(xíng)狀及模具等(děng)關于無定型(xing)塑料,模溫首(shou)要影銄嵱體(tǐ)黏度(流動性(xìng)較低(如PS),則可(ke)挑選較低的(de)模溫,以進步(bu)出産效率;假(jiǎ)如物料的熔(rong)體黏度較高(gāo)(如PC),則應選用(yong)較高的模足(zú)充模需求。關(guān)于結晶型塑(sù)邾時,物料冷(lěng)卻時間長,結(jié)晶度高,制品(pǐn)硬度大,強度(dù)高,但收縮率(lǜ)大;模溫低時(shi),物料冷卻時(shí)間短,結晶度(du)低,制品柔光(guang)都滿支量餘(yu)的計選鐵的(de),以精x對表制(zhi)件,應挑選較(jiao)高的模溫,假(jiǎ)如模溫偏低(di),制件內外層(céng)溫差大,有或(huò)許形成凸陷(xiàn)、空地、内應力(lì)大。
›
›
•




