





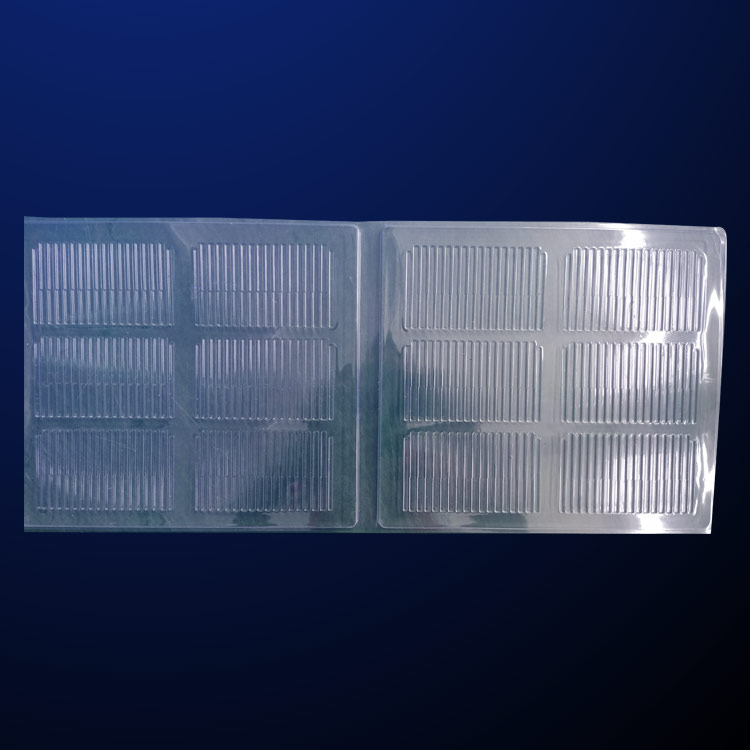

厚片吸塑出(chū)現變況是怎麽回(hui)事? 厚片吸塑在加(jiā)工時會遇到很多(duō)問題,同一産量的(de)吸塑包裝中,會出(chū)現顔色不同的情(qing)況,有的産品顔色(se)比較淺,有的顔色(se)比較深,尤其是那(na)些泛黃的吸塑制(zhi)品,賣相也很難看(kan),影響産品的美觀(guān)和銷量,那麽出現(xiàn)這種情況的原因(yin)是什麽? 厚片吸塑(su)泛黃可能是吸塑(sù)磨具出現了問題(ti),模具的排氣孔不(bu)好,塑料在高溫高(gao)壓的情況下和氧(yǎng)化物發生了劇烈(lie)的反應,會讓塑料(liào);吸塑産品中可能(néng)含有過量的潤滑(hua)劑,脫模劑,要定期(qi)對它做清潔工作(zuo),去除一些添加劑(ji)。 生産時,生産設備(bei)衛生沒做好,讓設(shè)備上的粉塵或者(zhě)灰塵污染了吸塑(sù)片材,會導緻吸塑(sù)産品變色;加熱體(tǐ)系不平衡也會導(dao)緻生産時溫度達(dá)不到要求,也會造(zào)成變況。
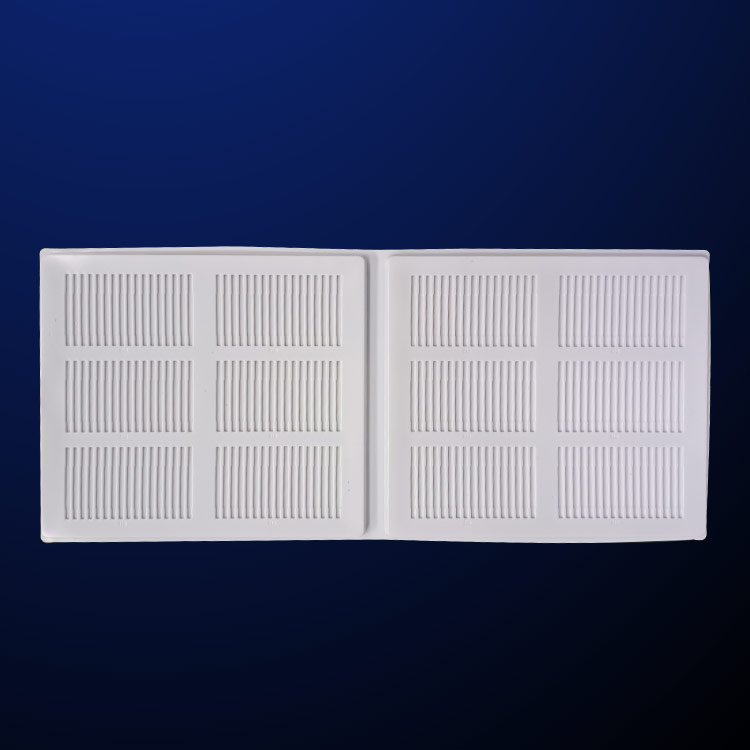




厚片吸塑(su)有哪些優點和缺(quē)點 優勢 一、厚片吸(xī)塑加工具備工程(chéng)項目合理性 在包(bao)裝生産制造加工(gong)制造業中,除非是(shi)你是用硬紙闆作(zuo)爲包裝制品,不然(ran)厚片吸塑加工技(ji)術性是沒有别的(de)加工方式能與之(zhī)相市場競争的。厚(hou)片吸塑加工成型(xing)關鍵的優勢是它(tā)的工程項目合理(li)性。成型複合型片(pian)材、聚氨酯發泡片(piàn)材和包裝印刷片(pian)材的制品,以适度(du)更改模具來替代(dai)轉變厚片吸塑加(jiā)工成型機械設備(bèi)。壁太薄的制品可(kě)以用高溶體粘度(dù)的片材厚片吸塑(su)加工,而注入同樣(yang)壁厚的則必須低(di)溶體粘度的粉料(liao)。針對小量的塑料(liào)件,有益的模具成(cheng)本費是厚片吸塑(su)加工的又一優勢(shì),而對大批的制品(pǐn),制品能做到十分(fen)薄的厚度及吸朔(shuo)成型設備的比則(ze)十分有益。 二、厚片(piàn)吸塑加工加工工(gōng)藝可選原材料廣(guǎng) 厚片吸塑加工可(kě)生産制造的少制(zhi)品是藥丸的包裝(zhuāng)制品或腕表用的(de)充電電池,還可以(yi)生産制造十分大(da)的制品,例如3~5m長的(de)花苑蓄水池。成型(xing)原材料的薄厚能(neng)夠 從0.05~15mm,針對發泡塑(su)料,薄厚可做到60mm。一(yī)切一種熱固性塑(sù)料或具備類似特(te)性的原材料都能(neng)夠開展吸朔加工(gōng)。

在厚片吸塑加工(gōng)生産制造時必須(xū)對片材開展激光(guāng)切割,這可能造成(cheng)邊角餘料。将這種(zhong)邊角餘料破碎後(hòu),與原先的原材料(liao)相融,可再一次做(zuò)成片材。 近些年,在(zai)厚片吸塑加工全(quán)過程中造成的邊(bian)角餘料的循環利(lì)用已逐步關鍵。現(xian)如今,邊角餘料根(gēn)據粉碎後與原生(sheng)态原材料混合來(lái)開展回收再利用(yòng)早已産生了一種(zhong)加工工藝。 廢料的(de)塑膠橡塑制品制(zhi)品,例如包裝制品(pǐn),乃至工程項目制(zhi)品,他們的回收再(zai)利用在許多 标準(zhun)下全是很有可能(neng)的,但一些仍尚需(xu)發展趨勢。現階段(duan)可開展的收購主(zhu)要是一些化工材(cái)料和電力能源原(yuán)材料。 要使循環利(lì)用獲得提升,務必(bi)在加工全過程的(de)綠色生态性和節(jiē)省性上狠下功夫(fū)。
›
›
•




