





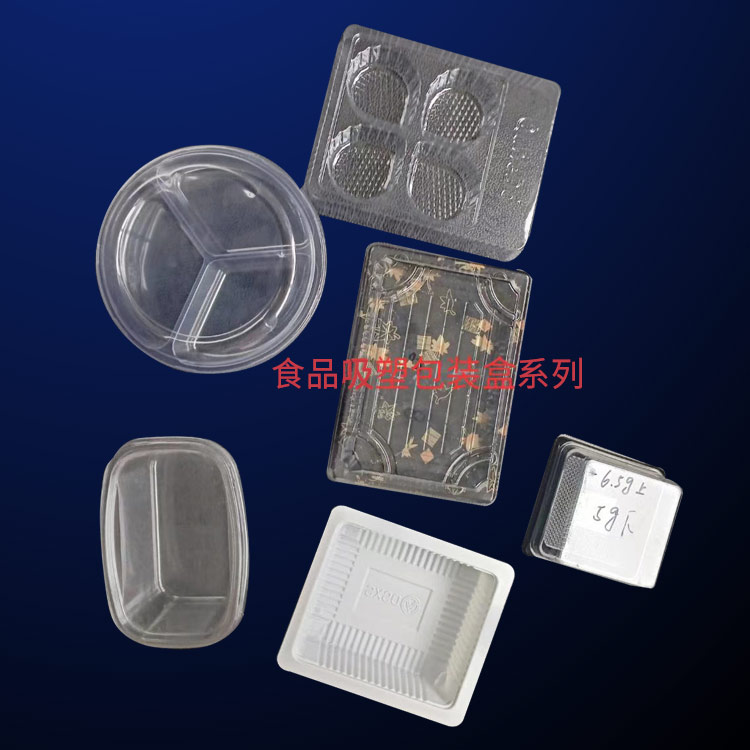

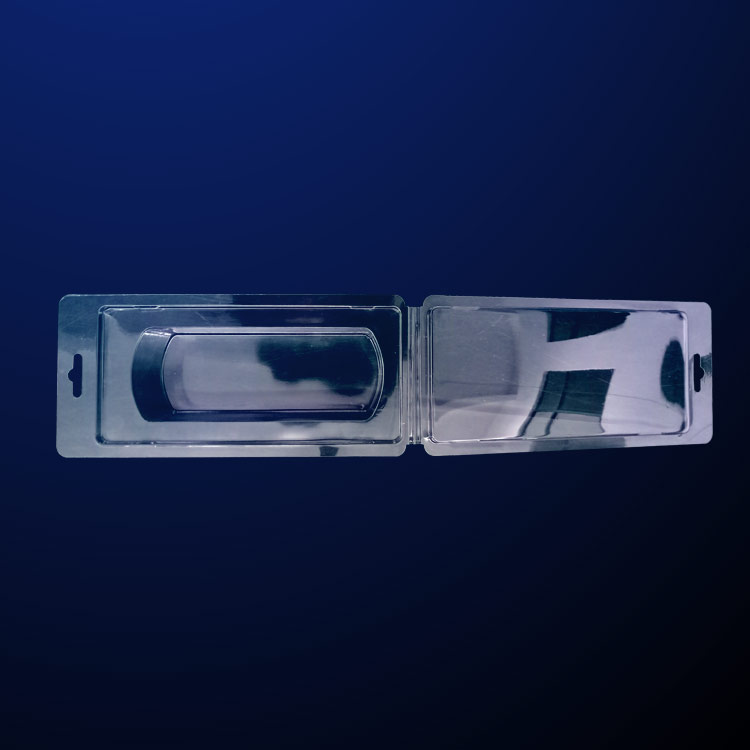
吸塑成型又叫(jiào)熱塑成型,這種(zhǒng)成型工藝主要(yào)是利用真空泵(beng)産生的真空吸(xi)力将加熱軟化(hua)後的PVC、PET、PETG、APTT、PP、PE、PS等熱可塑(sù)性塑料片材經(jing)過模具吸塑成(cheng)各種形狀的真(zhen)空罩,或貼附着(zhe)于各種形狀産(chǎn)品的表面。吸塑(sù)根據片材厚度(dù)分爲薄片吸塑(sù)和厚片吸塑。 目(mù)前市面上常見(jian)的産品薄片吸(xī)塑有:日用品吸(xi)塑包裝、小五金(jīn)吸塑包裝、汽車(che)用品吸塑包裝(zhuāng)、電子産品吸塑(su)包裝、食品吸塑(sù)包裝、化妝品吸(xi)塑包裝、電腦周(zhōu)邊設備吸塑包(bao)裝、玩具吸塑包(bāo)裝、體育用品吸(xi)塑包裝、文具用(yòng)品吸塑包裝等(děng)。 其機器主要構(gou)造是由給料、拉(lā)料、上下電加熱(rè)爐、下閘、多功能(neng)可調尺寸、下模(mó)盤、上模、上閘、刀(dāo)閘、切片、放片及(ji)配以真空裝置(zhi)等構成;以氣動(dòng)裝置爲主動力(li)源,其拉片、送片(piàn)采用電動、減速(sù)器,時間繼電器(qi),中間繼電器,行(háng)程開關等電器(qì)組成全自動控(kong)制系統。 厚片吸(xī)塑常見産品有(yǒu):家用電器内膽(dǎn)外殼、行李箱包(bao)、展架配件、裝潢(huang)、汽車内飾、保險(xiǎn)杠、擋泥闆、美容(róng)器材、燈箱外殼(ke)、玩具車殼、工業(ye)面闆、廣告燈箱(xiang)、吸塑LOGO、衛浴産品(pin)、冰箱内膽等等(děng)。




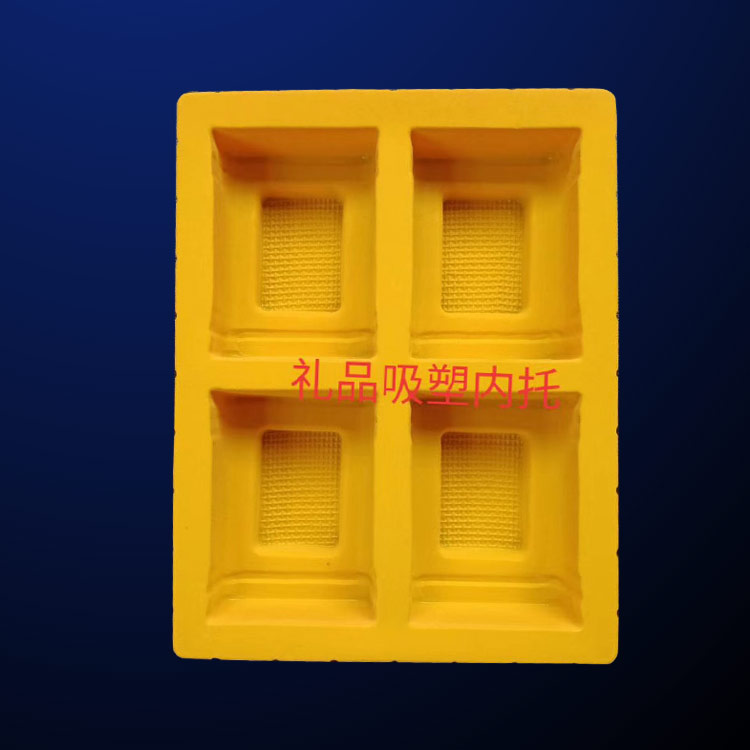
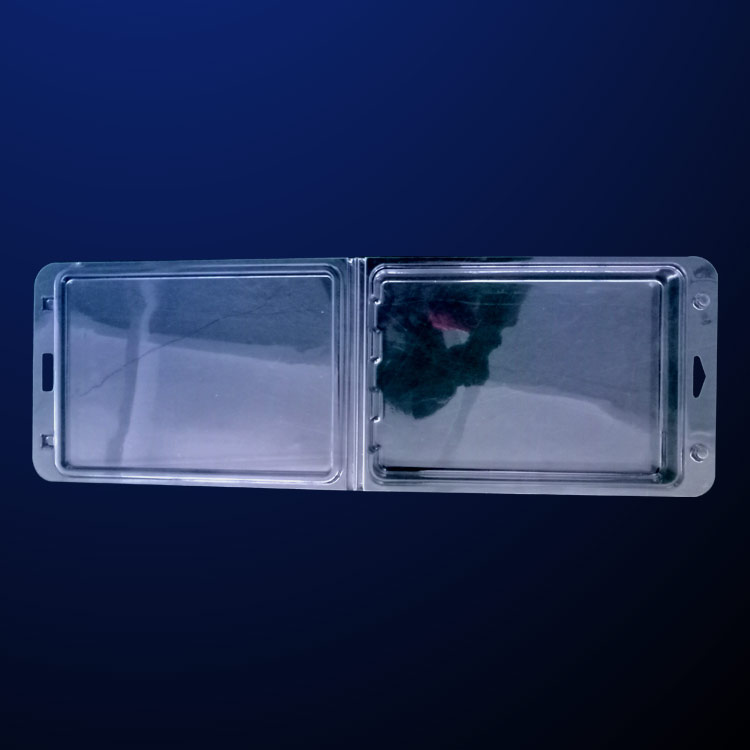
厚片吸塑材料(liào)的選擇 厚片吸(xi)塑産品的原材(cái)料隻有塑膠片(pian)材,膠片厚度一(yi)般不超過1.5MM,常用(yong)的片材有:PVC、PET、PP、PS以及(jí)在此基礎上的(de)植絨片材、鍍金(jin)片材和防靜電(diàn)片材。 PVC:常用的吸(xī)塑材料,質軟、韌(ren)性強、可塑性好(hao),可做成透明和(he)各種顔色,常用(yong)透明PVC包裝電子(zi)、化裝品、玩具禮(lǐ)品等産品。塑料(liao)包裝盒 PET(A-PET):質硬,韌(ren)性好、強度高、表(biǎo)面光亮、環保無(wú)毒,有透明和多(duo)種顔色的片材(cái)。缺點是PET高周波(bō)熱合比較困難(nan),價格也比PVC貴很(hěn)多,此材料常被(bèi)要求産品高等(děng)和環保的用戶(hù)取代PVC。塑料包裝(zhuāng) PS:密度小(質輕)、環(huán)保無毒,可塑性(xìng)非常好,韌性差(cha)易脆,不可做成(cheng)通明材料,因此(cǐ)隻能做成底托(tuō)類吸塑,因其易(yì)裂,此類吸塑不(bú)宜回收。 PP:材質特(tè)别軟,韌性好,環(huan)保無毒、耐高溫(wen),常被做成餐飲(yǐn)器具或其他耐(nai)高溫産品的包(bao)裝;但其可塑性(xing)差,加工難度大(dà),表面光澤度差(chà),而且加工時顔(yá)色會變淺。 PET-G:物理(li)性質同A-PET差不多(duō),但可以高周波(bō)熱合,其價格比(bǐ)A-PET還貴80%。
如何防止(zhi)厚片吸塑産品(pǐn)脫模變形 真空(kōng)吸塑雖然是一(yi)種新型的技術(shù),但它對各種塑(su)料制品的成型(xíng)都有明顯的作(zuo)用,而技術能得(dé)以充分發揮有(yǒu)兩個基本前提(tí),那就是設備的(de)選用以及模具(ju)的制作。如果這(zhe)兩方面都可以(yǐ)妥善解決,那實(shi)現厚片吸塑并(bìng)不是什麽難事(shi),具體要怎麽來(lai)操作? 在進行吸(xī)塑過程中,少不(bu)了要用到各種(zhǒng)不同的吸塑模(mó)具,在制作模具(jù)的時候一定要(yào)注意材質方面(miàn)的問題。另外一(yī)個關鍵在于脫(tuo)模,需要在保證(zheng)順利脫模的前(qián)提下進行,這樣(yang)才能避免對成(cheng)品的影響。隻要(yào)這兩方面問題(ti)得到解決,那麽(me)真空吸塑就能(néng)用來制作各種(zhong)形态的塑料制(zhì)品。 在吸塑過程(chéng)中,若是前期的(de)處理工作沒有(yǒu)做好的話,厚片(pian)吸塑産品在脫(tuo)模的那一刻也(ye)會導緻有變形(xíng)的産品,變形後(hòu)的産品品質勢(shì)必會受到影響(xiang)。爲了避免類似(sì)問題的再次發(fa)生,一定要對此(cǐ)問題制定出相(xiàng)應的解決方案(àn)。 爲了防止吸塑(sù)脫模後變形,首(shǒu)先要求用戶應(yīng)對冷卻水的溫(wen)度進行檢查,同(tong)時還要對噴頭(tou)的水量進行調(diào)節,符合規定的(de)範圍。其次,還要(yào)調整每個位置(zhi)的風向,以便于(yú)找到的壓力進(jìn)行厚片吸塑的(de)生産。 在脫模的(de)時候,使用震動(dòng)上模的壓力迫(pò)使順利脫模;如(ru)果能适當加大(dà)底部風量的話(hua),對保證吸塑産(chan)品的品質也是(shì)有幫助的。要是(shì)這些還無法解(jiě)決問題的話,就(jiù)隻能重新制作(zuo)上模,才能克服(fú)變形的問題。 根(gen)據厚片吸塑技(ji)術的特性,選擇(ze)符合需要的設(she)備,這樣不僅能(néng)提高産品的合(he)格率,同時也能(neng)提高生産效率(lǜ),降低成本。根據(ju)實際作業的要(yào)求,選擇自動的(de)或手動的吸塑(sù)設備,同時配以(yi)相應的操作人(rén)數,以良好的狀(zhuang)态來進行大型(xíng)吸塑作業。
·· ›
›
•




