






厚片吸塑加(jia)工過程中出現的(de)問題有哪些? 1. 厚片(piàn)吸塑吊線:在厚片(piàn)吸塑過程中,由于(yú)模殼的高寬、視角(jiao)、脫模結構等原因(yīn)。 2.色調:色調差異一(yī)般出現在塑料闆(pǎn)生産廠家的調料(liào)中,不同批次的塑(sù)料闆上可能會出(chu)現不同的背景色(se)差,但這種情況不(bu)容易造成很大的(de)危害,單獨包裝時(shi)也無法區分,所以(yi)這種情況着重與(yǔ)塑料闆生産廠家(jiā)溝通。 3.厚片吸塑破(po)孔:在整個成型過(guò)程中,由于原材料(liào)厚度不均勻,溫度(dù)控制不穩定,會發(fā)生破孔,破孔的産(chǎn)品一般被視爲劣(liè)質産品,不能出庫(kù)。 4.劃痕:厚片吸塑表(biao)面很容易出現劃(hua)痕和擦傷。在加工(gong)過程及其包裝程(chéng)序中,如果處理不(bu)當,泡罩産品的表(biao)面會被劃傷并留(liú)下痕迹,嚴重時會(hui)成爲劣質産品。 5.形(xing)變:厚片吸塑形變(bian)的關鍵原因是溫(wēn)度調節、原料氣泡(pào)、殘渣等。都是會造(zào)成吸朔形變,吸不(bu)及時,達不上吸朔(shuo)成形的規定,使包(bao)裝物件沒法放進(jin),變成殘品廢置。 6.波(bō)紋度:關鍵在于塑(su)料片的加工。聚塑(su)料闆的表面波紋(wen)是一種更常見的(de)現象,這在一般情(qíng)況下是可以接受(shòu)的。 7.厚片吸塑汽泡(pao):一般出現于原材(cai)料的加工過程中(zhong)有氣體滲透到塑(su)膠中,所造成的汽(qi)泡狀況,這類狀況(kuang)下,汽泡很大便會(hui)危害外型,因而這(zhe)種都是會變成殘(cán)品。
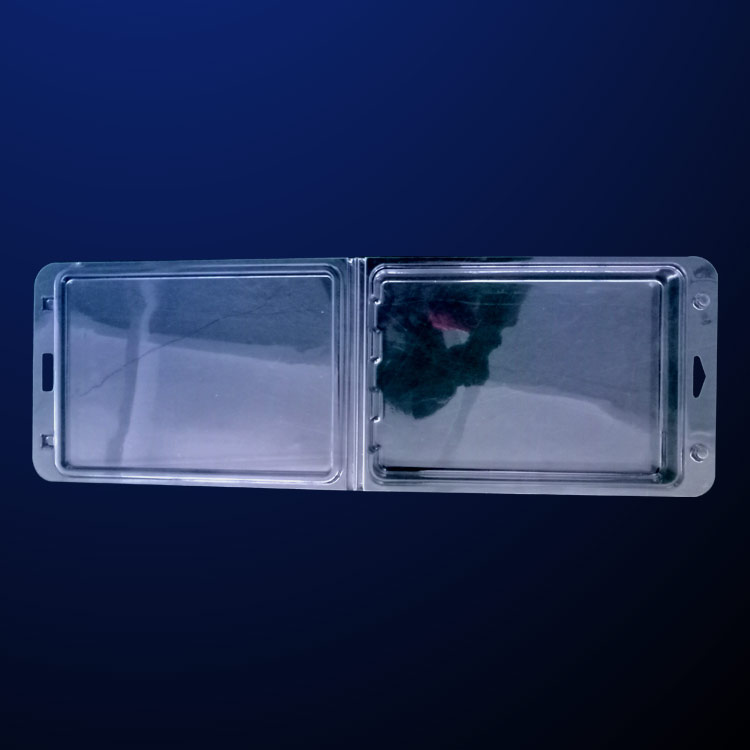




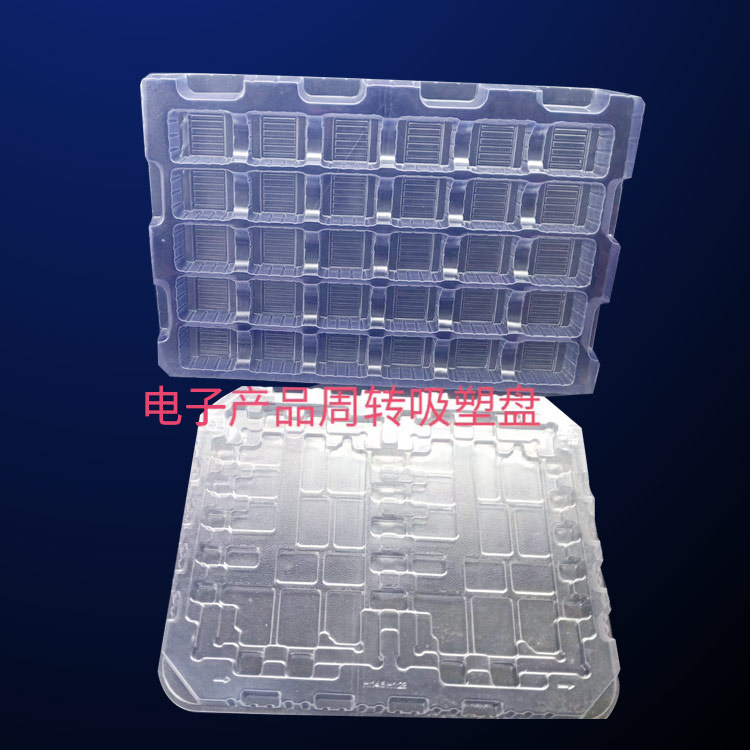
吸塑成型又叫(jiào)熱塑成型,這種成(cheng)型工藝主要是利(lì)用真空泵産生的(de)真空吸力将加熱(rè)軟化後的PVC、PET、PETG、APTT、PP、PE、PS等熱可(ke)塑性塑料片材經(jing)過模具吸塑成各(gè)種形狀的真空罩(zhào),或貼附着于各種(zhǒng)形狀産品的表面(mian)。吸塑根據片材厚(hou)度分爲薄片吸塑(su)和厚片吸塑。 目前(qian)市面上常見的産(chǎn)品薄片吸塑有:日(ri)用品吸塑包裝、小(xiǎo)五金吸塑包裝、汽(qi)車用品吸塑包裝(zhuāng)、電子産品吸塑包(bao)裝、食品吸塑包裝(zhuang)、化妝品吸塑包裝(zhuāng)、電腦周邊設備吸(xī)塑包裝、玩具吸塑(su)包裝、體育用品吸(xī)塑包裝、文具用品(pin)吸塑包裝等。 其機(jī)器主要構造是由(yóu)給料、拉料、上下電(diàn)加熱爐、下閘、多功(gōng)能可調尺寸、下模(mo)盤、上模、上閘、刀閘(zhá)、切片、放片及配以(yǐ)真空裝置等構成(cheng);以氣動裝置爲主(zhu)動力源,其拉片、送(sòng)片采用電動、減速(su)器,時間繼電器,中(zhong)間繼電器,行程開(kāi)關等電器組成全(quán)自動控制系統。 厚(hou)片吸塑常見産品(pin)有:家用電器内膽(dǎn)外殼、行李箱包、展(zhan)架配件、裝潢、汽車(che)内飾、保險杠、擋泥(ni)闆、美容器材、燈箱(xiāng)外殼、玩具車殼、工(gōng)業面闆、廣告燈箱(xiang)、吸塑LOGO、衛浴産品、冰(bing)箱内膽等等。
厚片(piàn)吸塑與薄片吸塑(sù)有什麽區别? 材料(liào)上不同:厚片吸塑(sù)一般使用ABS、PP、HDPE、PMMA、PVC等,薄片(pian)吸塑常用PVC、PET、PP、PS、PETG等材料(liao) 産品應用方面不(bú)同:厚片吸塑通常(cháng)用以機器人外殼(ke)吸塑,廣告吸塑、美(měi)容美體設備吸塑(sù)、外殼吸塑、高爾夫(fu)球車、玩具車殼,船(chuán)體外殼吸塑,塑料(liao)托盤吸塑等,薄片(piàn)一般用以硬件設(shè)備、電子器件、化妝(zhuang)品、食品、衛生保健(jian)産品、玩具、日用品(pin)等 工藝上不同:厚(hòu)片吸塑加工過程(cheng)比薄片吸塑更複(fu)雜,後加工方式不(bu)相同,厚片吸塑相(xiang)較于薄片吸塑成(chéng)本更高一些。 厚度(dù)不同:厚片吸塑所(suǒ)用材料爲片材(闆(pǎn)材),1-15毫米,而薄片吸(xī)塑所用的材料爲(wèi)卷材,厚度爲0.2-1毫米(mi)。
·· ›
›




