






吸(xī)塑包裝的一些術(shù)語
吸塑:一種塑料(liao)加工工藝,主要原(yuán)理是将平展的塑(sù)料硬片材加熱變(biàn)軟後,采用真空吸(xi)附于模具表面,冷(leng)卻後成型,廣泛用(yong)于塑料包裝、燈飾(shì)、廣告、裝飾等行業(ye)。
吸塑包裝:采用吸(xi)塑工藝生産出塑(su)料制品,并用相應(ying)的設備對産品進(jin)行封裝的總稱。吸(xi)塑包裝制品主要(yào)包括:泡殼、托盤、吸(xi)塑盒,同義詞還有(yǒu):真空罩、泡罩等。
泡(pào)殼:采用吸塑工藝(yì)将透明的塑料硬(ying)片制成特定凸起(qi)形狀的透明塑料(liào),罩于産品表面,起(qi)到保護和美化産(chǎn)品的作用。又名泡(pao)罩、真空罩
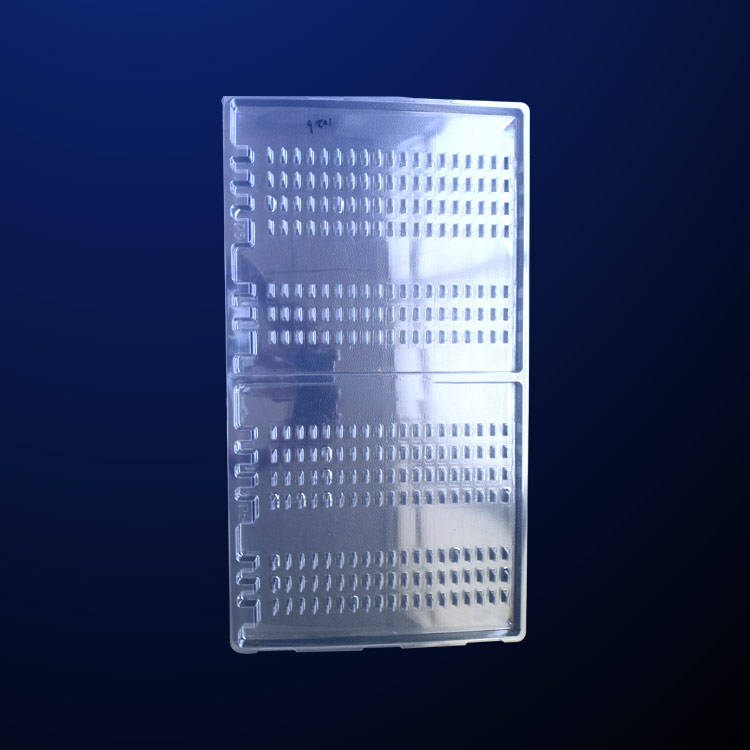
托盤:也(ye)叫塑料内托,采用(yòng)吸塑工藝将塑料(liào)硬片制成特定凹(āo)槽的塑料,将産品(pin)置于凹槽内,起到(dao)保護和美化産品(pǐn)的作用。
植絨内托(tuo):是一種采用特殊(shū)材料的吸塑托盤(pan),将普通的塑料硬(ying)片表面粘上一層(ceng)絨質材料,從而使(shi)托盤表面有種絨(róng)質的手感,用來提(tí)高包裝品檔次。
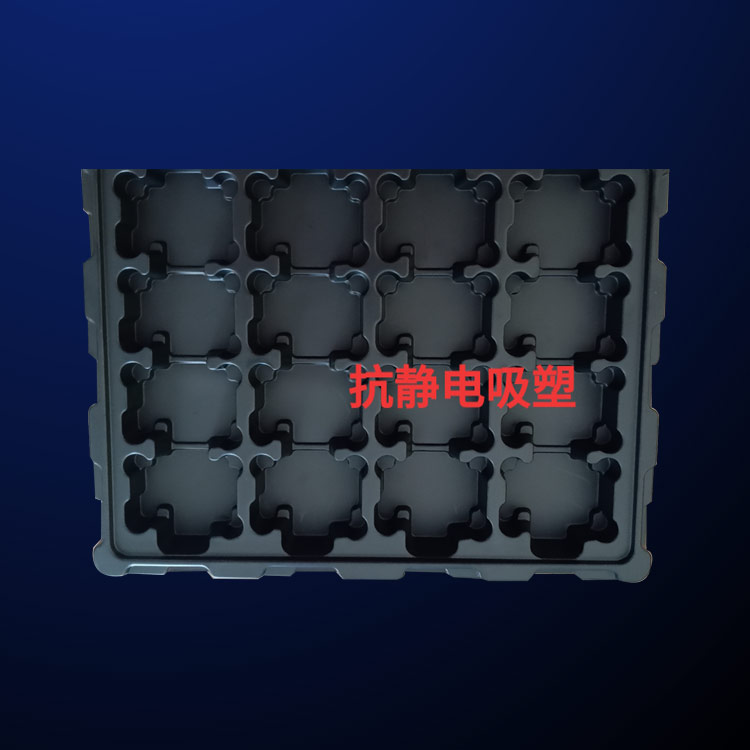
抗(kàng)靜電托盤:是一采(cai)用特殊材料的吸(xī)塑托盤,該材料表(biao)面的電阻值小于(yú)10的11次方歐姆。主要(yào)用于電子、IT産品的(de)吸塑托盤。
吸塑成型(xing):就是我們常講的(de)吸塑,采用吸塑成(chéng)型機将加熱軟化(huà)的塑料硬片吸附(fù)于模具表面,冷卻(que)後,形成凹凸形狀(zhuàng)的塑料。
吸塑裁切(qiē):吸塑成型後的塑(sù)料産品,經過沖床(chuang),将大張的片材用(yòng)刀模分切成單個(ge)産品。
折邊:吸塑包(bāo)裝品中有一種叫(jiao)插卡包裝,需要将(jiāng)泡殼的三個邊用(yong)折邊機折到背後(hòu),以便在下一道封(feng)裝工序中,将紙卡(kǎ)插入折邊内,形成(cheng)插卡包裝。
熱合封(fēng)口:是一種吸塑封(feng)裝工藝,用封口機(jī)将表面塗有吸塑(sù)油的紙卡與泡殼(ke)熱合在一起,形成(chéng)吸卡包裝。
高頻封(fēng)口:是一種吸塑封(feng)裝工藝,用高周波(bō)機産生高頻,将泡(pao)殼與泡殼之間粘(zhan)合在一起,形成雙(shuāng)泡殼包裝。
超聲波(bō)封口:是一種吸塑(sù)封裝工藝,采用超(chao)聲波機産生超聲(shēng)波,将泡殼與泡殼(ke)粘合在一起,形成(chéng)雙泡殼包裝





吸塑(su)包裝 制品的刮痕(hén)是什麽?這種質量(liang)問題是怎麽導緻(zhi)?如何解決?
刮痕就(jiu)是吸塑産品生産(chan)出來以後表面會(huì)出現刮印,也是觀(guān)瀾吸塑廠質量上(shàng)經常出現的問題(tí),發生的原因是因(yīn)爲在生産的過程(chéng)中,手工的工序較(jiào)多,易碰撞發生磨(mo)擦,沖床人員以及(ji)包裝人員的操作(zuò)方式是關鍵的環(huan)節。解決方法是輕(qīng)拿輕放小心處理(lǐ)産品,保持工作台(tai)的清潔衛生,工作(zuo)人員配戴手套等(děng)相關事項,也能有(yǒu)效地防止刮花的(de)情況發生,吸塑包(bao)裝産品的手工工(gōng)序較多,因此在每(mei)個環節都必須要(yào)密切關注的,才能(neng)避免次品的産生(sheng)。
吸塑包裝 的單價(jia)=産品材料成本+能(néng)耗+人工及運輸+利(li)潤
能耗:吸塑是通(tōng)過熱加工的,耗電(diàn)能相對其他行業(yè)較大,大緻爲産品(pǐn)材料成本的8% 人工(gong):吸塑主要靠機器(qì)生産,人工較少,大(da)緻爲産品材料成(cheng)本的10% 運輸:根據客(kè)戶離本廠距離而(er)定, 利潤:吸塑廠的(de)純利潤一般很低(di),12%-20%,根據付款期限而(er)定,30天結帳爲14% 材料(liào)成本:産品材料成(cheng)本的計算比較複(fu)雜,計算之前首先(xian)搞清以下幾方面(miàn)數據:
原料價格:根(gēn)據産品的用途,确(que)定采用何種材質(zhi)和等級的材料,尋(xún)該種材料價供應(yīng)商 膠片厚度:預诂(gu)該産品須用多厚(hòu)的膠片制作,要根(gēn)據成型各部位的(de)厚度和形狀而定(dìng) 排版數量:根據産(chan)品外形尺寸和形(xíng)狀,計算一版能排(pái)多少個模,排密了(le)會降低産品質量(liang),排稀了會增大材(cái)料損耗,使成本上(shang)升 材料損耗率:主(zhu)要因素爲産品形(xing)狀、産品數量以及(jí)外形尺寸與吸塑(su)機底盤适配程度(dù),形狀越方正、産量(liàng)越大,損耗率就越(yuè)小
影響文具吸塑(sù)包裝盒 包裝生産(chan)的因素:
1.文具吸塑(su)包裝盒吸塑模也(ye)是很關鍵的,發熱(re)片一定要四周均(jun1)勻,高低一緻,不能(neng)有很多接頭,否則(zé)吸塑效果很差;
2.紙(zhǐ)張:首先紙張本身(shen)要符合吸塑要求(qiú),印刷前要做白紙(zhi)吸塑測試,OK後方可(kě)印刷。現在市場上(shang)吸塑效果較好是(shì)韓松的白底白闆(pan)和白馬紙;
3.吸塑機(jī)的溫度和壓力時(shi)間的控制要掌握(wo)好,如果有膠片被(bèi)燒壞說明溫度過(guo)高或熱壓時間過(guo)長;
4.文具吸塑包裝(zhuang)盒吸塑油的種類(lèi)很多,有普通吸塑(su)油,環保吸塑油,強(qiang)力吸塑油,不同的(de)油對應的紙張類(lei)型不同,對應的吸(xī)塑材料不同,如PET材(cái)料就要用白底白(bái)闆的韓松紙和環(huán)保吸塑油,PVC材料就(jiù)可以用灰底白闆(pan)紙和普通吸塑油(you)來搭配;
5.不同的PVC/PET片(pian)材厚度對文具吸(xī)塑包裝盒吸塑效(xiao)果影響很大,越厚(hòu)的材料越容易吸(xi)塑,一般吸塑包裝(zhuāng)用品的吸塑罩材(cai)料厚度爲0.15--0.17mm,低于0.15mm的(de)吸塑罩很難吸塑(su)的上;
6.印刷的油墨(mo)對文具吸塑包裝(zhuang)盒吸塑效果影響(xiǎng)很大:實地的大面(miàn)積印刷吸塑效果(guo)要差很多,尤其是(shi)熒光成份的油墨(mo),印刷後油墨要幹(gan)透後過吸塑;
7.印刷(shuā)油墨幹燥後過吸(xī)塑油做吸塑測試(shi);
9.吸塑後裝(zhuang)箱可做試摔測試(shi)。

您好,歡(huān)迎莅臨方立包裝(zhuāng),歡迎咨詢...




