






吹塑成型技(ji)術是僅次于擠(jǐ)出成型、注塑成(cheng)型的第三類塑(sù)料成型方法,可(ke)生産具有複雜(zá)、不規則形狀的(de)中空制品。近年(nián)來,不僅小型飲(yǐn)料用PET瓶使用量(liàng)急增,工業用大(dà)型吹塑成型制(zhi)品需求也在增(zēng)加。特别是汽車(che)用大型吹塑零(ling)部件的廣泛應(ying)用,促進了吹塑(sù)成型加工技術(shu)的發展。
多層吹(chui)塑是用幾種塑(sù)料以恰當方法(fa)制得多層複合(he)型坯,然後用一(yī)般吹塑工藝成(chéng)型的。層吹塑是(shi)引進一層或幾(ji)層具有低滲透(tòu)性的聚合物,以(yi)改進制品的耐(nài)溶劑性或透氣(qi)性等。




聚乙烯異(yi)形件是熱塑性(xìng)工程塑料。它綜(zong)合了所有塑料(liao)的優越性能異(yì)形件廠家,具有(you)耐磨損、耐沖擊(ji)、耐化學腐蝕、自(zì)身潤滑、抗低溫(wēn)磨損系數小、重(zhong)量輕、吸能、耐老(lao)化、阻燃、抗靜電(diàn)等優良性能。超(chao)高分子量聚乙(yi)烯闆耐磨損性(xìng)能居塑料,且分(fèn)子量越大,材料(liao)的耐磨性和抗(kang)沖擊性越高;2、超(chao)高分子量聚乙(yǐ)烯闆的沖擊強(qiang)度是現有塑料(liào)中的高值,即使(shǐ)在70℃時仍有相當(dāng)高的沖擊強度(du);3、自潤滑;

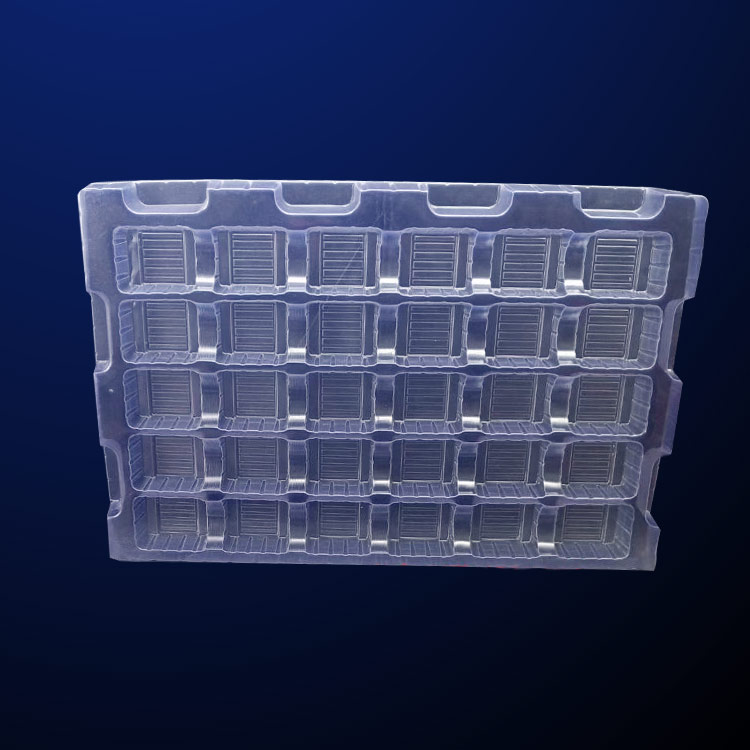
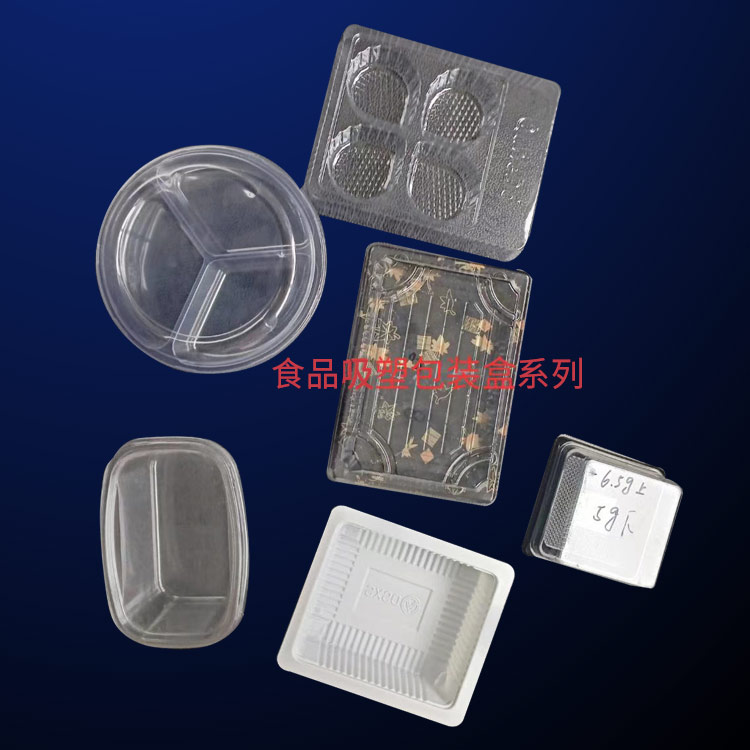
什麽樣(yang)的模具更适合(he)吸塑托盤?
吸塑(sù)托盤用什麽樣(yang)的模具比較合(he)适,要分幾種情(qíng)況來判斷。如果(guo)是客戶次打樣(yàng),可以選擇便宜(yi)的石膏模或者(zhě)木模。如果是批(pi)量生産,一定不(bu)能用上述模具(jù),因爲加工幾次(ci)就會損壞。我們(men)建議使用銅模(mó)或鋁膜。銅模價(jia)格适中,适合批(pi)量生産大貨。鋁(lǚ)膜精度更高,産(chan)品可供選擇。
這(zhè)些吸塑模具的(de)成本、周期和适(shi)用範圍不同
一(yī)、石膏模。材料爲(wei)石膏粉,易于制(zhi)作和修改。一般(bān)單個模具隻需(xū)要1~3天,成本低。由(yóu)于易碎,散熱困(kun)難,石膏模具一(yī)般用于有樣品(pǐn)時手工制作樣(yàng)品,不用于生産(chan)。
二、代木模。材料(liào)爲木材,材料成(chéng)本高(大小爲500*500,約(yuē)合4.5元/MM),需要數控(kòng)加工,生産周期(qi)短,一般幾小時(shi),易于打磨和打(dǎ)孔。材料也比較(jiao)脆,适合3D圖檔打(dǎ)樣,不用于生産(chǎn)。
您好,歡(huan)迎莅臨方立包(bāo)裝,歡迎咨詢...
›
•




