






吸塑包裝 材(cai)料
常用的吸(xī)塑材料有PVC(約(yuē)占50%,密度爲1.36g/cm3)、PS(約(yuē)占30%,密度爲1.06g/ cm3)、PET(約(yuē)占10%,密度爲1.39g/ cm3)、PP(約(yue)占10%,密度爲0.92g/ cm3)。
其(qí)中PVC大的厚度(dù)一般爲0.8mm,PS一般(bān)可達1.2mm,超過此(ci)厚度的膠片(piàn)難拉,容易造(zào)成設備的損(sun)傷。
材料的顔(ya)色一般根據(jù)客戶的要求(qiú)來确定,一般(bān)需提供如PANTON色(sè)标、跟色稿、拆(chai)色标準等,也(ye)可由客戶規(gui)定大緻的顔(yá)色,根據産品(pǐn)庫存提供給(gěi)客戶顔色。如(rú)客戶無要求(qiú),一般可以使(shǐ)用無色透明(míng)、易生産的材(cái)料。
吸塑模具(jù)
吸塑模具可(kě)分爲下模、上(shang)模、刀模,以下(xia)分别進行介(jie)紹。
下模(mo)是吸塑生産(chǎn)中的模具。根(gen)據制作工藝(yi)和材料的不(bu)同,可分爲石(shi)膏模、銅模、鋁(lü)模。當客戶提(ti)供樣品、圖紙(zhi)或實物時,需(xu)要制作加樣(yang)的石膏模。石(shí)膏模由石膏(gāo)粉加水後定(ding)以一定的形(xing)狀,脫水後變(biàn)硬制成模具(jù)。需要諸如石(shi)膏粉、鑽頭、砂(sha)布、木闆等材(cái)料和工具。因(yīn)爲是手工制(zhi)作,對于圖紙(zhǐ)而言,會産生(sheng)2mm左右的偏差(chà)。石膏模制成(chéng)後可以直接(jie)打樣,不适合(he)大批量生産(chǎn)。
2.上模
有時僅(jin)靠真空吸力(li)不足以使産(chan)品成形,需要(yào)施加一定的(de)外力,即可做(zuò)上模。上模并(bìng)不是所有産(chǎn)品都必需的(de),而是根據生(sheng)産的需要而(ér)定。當試機時(shí),吸塑成形不(bú)好需要上模(mo)時,開機師傅(fu)根據形狀制(zhi)作上模。上模(mo)的材料一般(ban)爲鐵或木,與(yǔ)産品接觸面(mian)需包上較軟(ruan)的海綿或絨(róng)布。
3.刀模
一般(bān)的吸塑一模(mó)開多個,在成(chéng)形後,需要根(gen)據産品的尺(chi)寸和形狀裁(cái)成成品,而裁(cai)成成品的工(gong)序即爲沖床(chuáng),所用的模具(jù)即爲刀模。刀(dao)模根據材料(liao)和制作工藝(yì)的不同可分(fèn)爲三種:鐵刀(dāo)、木樣刀、激光(guang)刀模。其中鐵(tie)刀較厚,一般(ban)可做成形狀(zhuàng)較規則的刀(dāo)模,如矩形、橢(tuǒ)圓形等形狀(zhuàng),不适合做太(tai)過彎曲的形(xing)狀。刀模做成(chéng)後,需要定位(wèi)的産品一般(bān)還要在刀模(mo)中固定一個(gè)成品,在沖産(chǎn)品時方便定(dìng)位。不需要定(ding)位的産品,如(ru)無邊的吸塑(sù)産品,一般用(yòng)鐵刀做刀模(mo)。





吸塑包裝 制(zhi)品的刮痕是(shi)什麽?這種質(zhi)量問題是怎(zěn)麽導緻?如何(hé)解決?
吸塑包裝 的(de)單價=産品材(cái)料成本+能耗(hao)+人工及運輸(shu)+利潤
能耗:吸(xī)塑是通過熱(rè)加工的,耗電(dian)能相對其他(tā)行業較大,大(dà)緻爲産品材(cái)料成本的8% 人(rén)工:吸塑主要(yào)靠機器生産(chan),人工較少,大(dà)緻爲産品材(cái)料成本的10% 運(yùn)輸:根據客戶(hu)離本廠距離(li)而定, 利潤:吸(xī)塑廠的純利(li)潤一般很低(di),12%-20%,根據付款期(qī)限而定,30天結(jie)帳爲14% 材料成(cheng)本:産品材料(liao)成本的計算(suàn)比較複雜,計(ji)算之前首先(xian)搞清以下幾(jǐ)方面數據:
原(yuán)料價格:根據(jù)産品的用途(tu),确定采用何(he)種材質和等(děng)級的材料,尋(xun)該種材料價(jia)供應商 膠片(pian)厚度:預诂該(gai)産品須用多(duo)厚的膠片制(zhì)作,要根據成(cheng)型各部位的(de)厚度和形狀(zhuang)而定 排版數(shù)量:根據産品(pin)外形尺寸和(he)形狀,計算一(yi)版能排多少(shao)個模,排密了(le)會降低産品(pǐn)質量,排稀了(le)會增大材料(liao)損耗,使成本(ben)上升 材料損(sǔn)耗率:主要因(yīn)素爲産品形(xíng)狀、産品數量(liàng)以及外形尺(chǐ)寸與吸塑機(ji)底盤适配程(cheng)度,形狀越方(fāng)正、産量越大(da),損耗率就越(yue)小
吸塑包裝(zhuāng) 該怎麽分類(lèi)
因爲造(zào)型在各個方(fang)面不同,功能(neng)也不同,但有(yǒu)一個共同的(de)價值,就是能(néng)提高商品的(de)檔次和價值(zhi)。
1.吸塑包裝托(tuo)盤
托盤是帶(dai)有平槽的包(bao)裝産品,而吸(xi)塑托盤通常(cháng)包裝在外面(mian)。
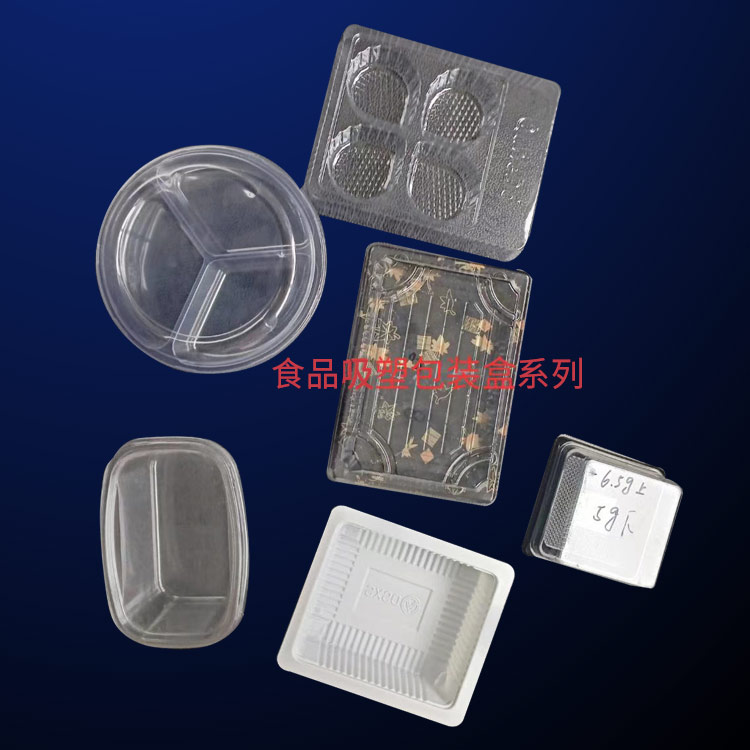
2.塑料吸塑包(bao)裝
塑料吸塑(sù)包裝是一種(zhǒng)的包裝産品(pin)。産品外觀突(tu)出立體,制作(zuò)出來的是商(shang)品包裝的輪(lún)廓模具。
3.吸塑(su)包裝蓋
吸塑(sù)包裝罩也可(kě)以稱爲真空(kong)罩。這種包裝(zhuang)通常使用透(tòu)明材料,物品(pǐn)包裝在包裝(zhuang)内。
吸塑盒的(de)形狀主要是(shi)中空的平面(mian)凹槽,多爲方(fāng)形和矩形

您好,歡(huan)迎莅臨方立(lì)包裝,歡迎咨(zi)詢...
•
·



