





接着我們進(jin)入制造吸塑燈(dēng)箱的進程:
1,首要(yào)做模具,燈箱片(pian)隻在3厘米以内(nei)厚度,制造模具(ju)隻需将陰陽模(mo)打磨下邊就可(kě)以脫模了,燈箱(xiāng)片高于3厘米厚(hou)度的,就必須要(yao)将陽模制形成(cheng)上小下大的形(xing)狀才好脫模。
2,選(xuǎn)料,制造燈箱的(de)材料有許多種(zhǒng)塑料可以,ABS,PC,MMA。這些(xie)都是運用很廣(guang)的材料。
3,型材,鋁(lü)型材的厚度是(shi)的,一般型材運(yùn)用的厚度要到(dao)1.2mm才好,燈箱越大(dà)裏面還需求用(yong)角鐵做支架來(lai)支撐。
4,燈具,國内(nei)外許多牌子可(ke)以選擇,像國内(nei)的藍景光電,日(ri)上光電都可以(yi)供給很好的光(guāng)源。
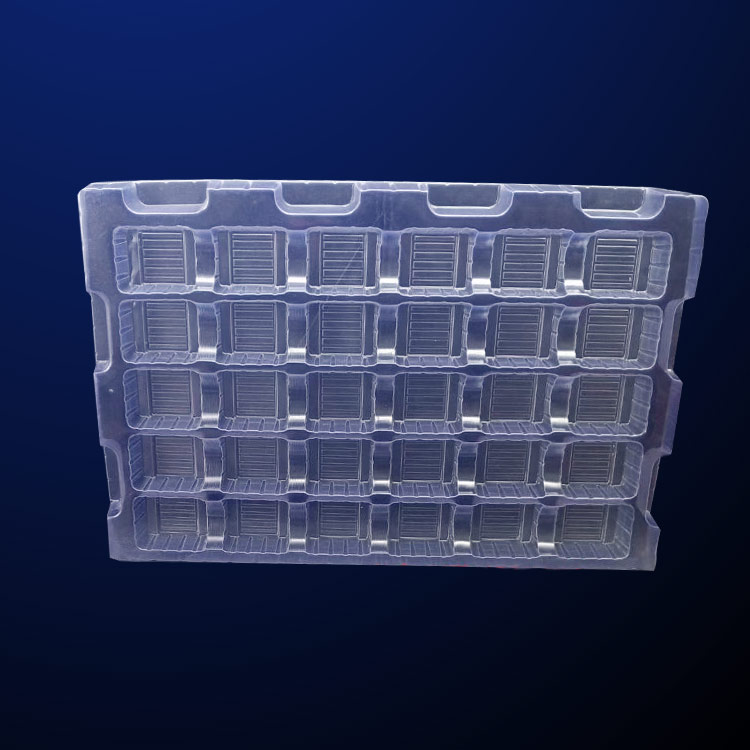





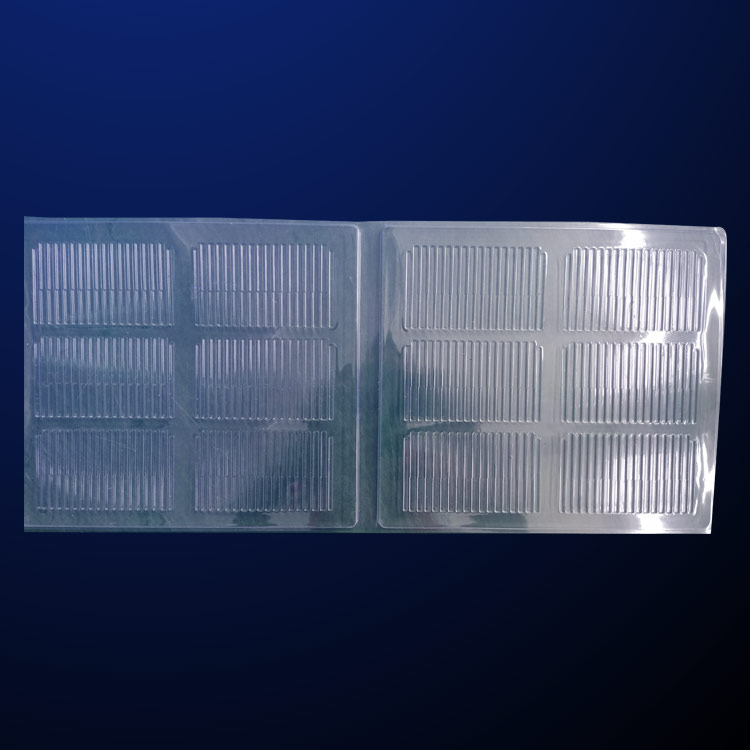
生産實際要(yào)求,對吸塑包裝(zhuang) 罩的設計參數(shu)要求 :
•厚度必須(xu)大于 0.15mm,吸塑包裝(zhuang)成型時會減少(shao)膠片厚度,注意(yi)來料檢測。
•有效(xiào)吸塑包裝區域(yù)寬度 >5mm。
•吸塑包裝(zhuang)罩變形會影響(xiǎng)吸塑包裝效果(guo)。
•制造吸塑包裝(zhuāng)罩時使用的脫(tuō)模油,若殘留在(zai)吸塑包裝罩表(biǎo)面,會影響吸塑(su)包裝罩的表面(mian)張力,降低達因(yīn)值,影響吸塑包(bao)裝效果。
高周波(bō)方式内部加熱(re),它是利用高頻(pín)電場使吸塑包(bāo)裝罩、吸塑包裝(zhuāng)油内部分子振(zhen)蕩産生熱能,完(wan)成吸塑包裝成(cheng)型過程,溫度可(ke)快速調整。此加(jia)熱方式熱傳遞(di)穩定,可以根據(jù)材料的性質随(suí)意調節相應的(de)溫度,但由于融(rong)合瞬間會産生(shēng)大電流,極易産(chan)生火花,不适合(he)轉移銀卡類産(chan)品吸塑包裝成(cheng)型。
實際當中,由(you)于吸塑包裝溫(wēn)度對吸塑包裝(zhuang)效果影響比較(jiào)大,因此一般推(tuī)薦使用可以快(kuai)速調整溫度的(de)吸塑包裝包裝(zhuāng)設備。
本文重點(dian)分析了彩盒包(bao)裝産品吸塑包(bāo)裝過程的吸塑(su)包裝性不良的(de)質量問題,從材(cái)料、工藝方法、設(she)備等三方面定(dìng)性分析了可能(neng)的影響因素,對(dui)于實際生産有(yǒu)明顯的指導意(yi)義。實際工作中(zhong),首先要清楚客(kè)戶對産品的要(yao)求,掌握良好的(de)問題分析和解(jiě)決的方法思路(lù),業務上對吸塑(su)包裝工藝原理(lǐ)、材料、設備、生産(chan)過程要盡量熟(shú)悉。在遇到質量(liang)問題時,要從原(yuán)理上分析,從原(yuán)材料上、工藝技(ji)術、設備控制上(shang)去測試驗證,及(jí)時找到原因和(he)解決辦法,并确(què)保在日常工作(zuo)中嚴格按照生(sheng)産操作流程對(duì)每個環節進行(hang)持續監控。