






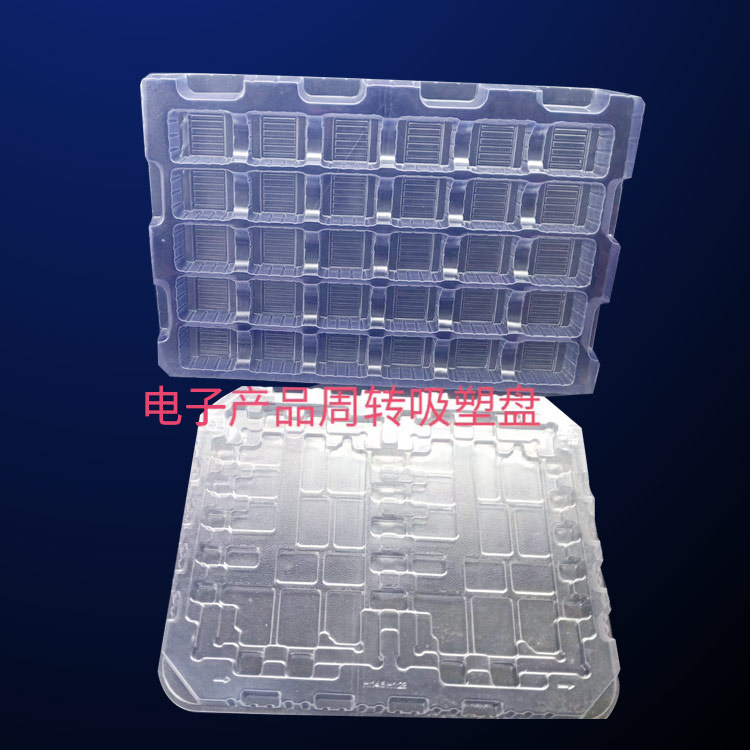
吸(xi)塑包裝 由于被(bei)包裝内容物可(ke)見,具有良好的(de)銷售展示效果(guo),在紙卡包裝生(shēng)産中應用廣泛(fan)。針對實際吸塑(sù)包裝生産過程(cheng)中主要出現的(de)産品吸塑性不(bu)良的故障,結合(he)實際生産經驗(yàn),重點從吸塑材(cái)料、吸塑工藝方(fāng)法、吸塑設備加(jia)工等方面分析(xi)了影響因素。
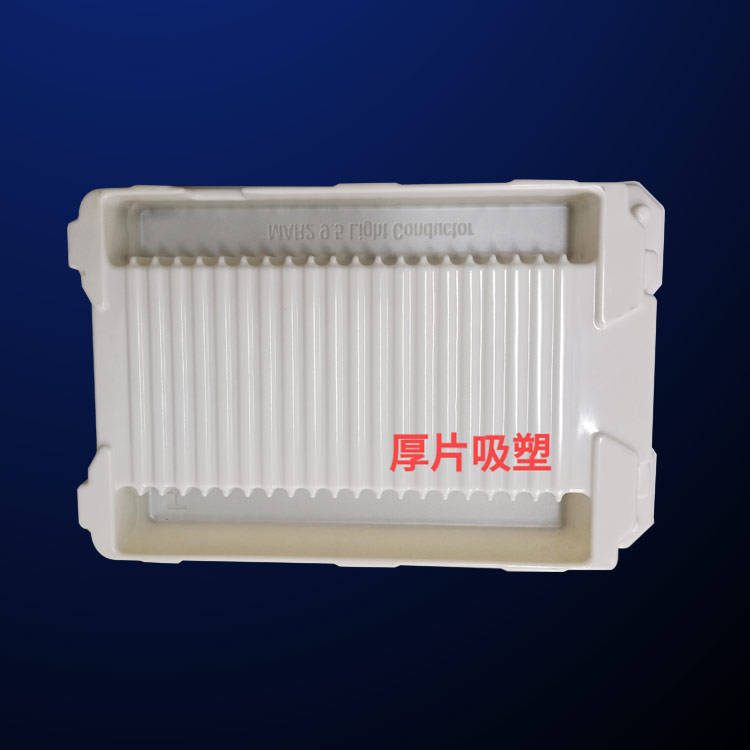
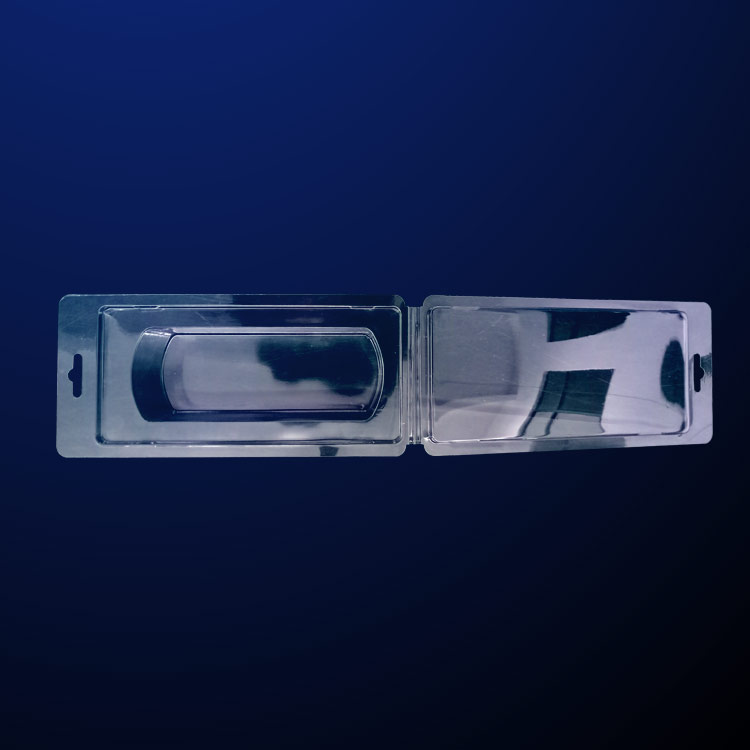
随(suí)着消費者自身(shēn)消費與健康意(yì)識的提高,商品(pin)信息的具體化(hua)、透明化成了消(xiāo)費者購買商品(pǐn)時關注的重點(diǎn)。“少即是多”已作(zuò)爲包裝透明化(hua)精簡化的要求(qiu),而吸塑包裝就(jiù)是包裝透明化(hua)一種包裝形式(shì),吸塑包裝由于(yu)被包裝内容物(wù)可見,具有良好(hǎo)的銷售展示效(xiao)果。一般是将不(bu)規則物體通過(guò)使用 PVC 或 PET 透明泡(pào)罩對其加以密(mi)封防護,再将泡(pao)罩與已塗敷吸(xi)塑油的紙卡(紙(zhi)張)通過熱壓粘(zhān)合在一起,形成(cheng)完整規則透明(ming)的包裝形式。泡(pao)罩的作用是對(dui)物體密封固定(ding);紙卡是對物體(ti)起支撐作用,同(tóng)時紙卡上還須(xu)印刷圖文信息(xi);吸塑油在加熱(re)的條件下,将泡(pào)罩和紙卡牢固(gù)地粘合在一起(qi),保證儲運期間(jiān)包裝的完整。




生(sheng)産實際要求,對(dui)吸塑包裝 罩的(de)設計參數要求(qiu) :
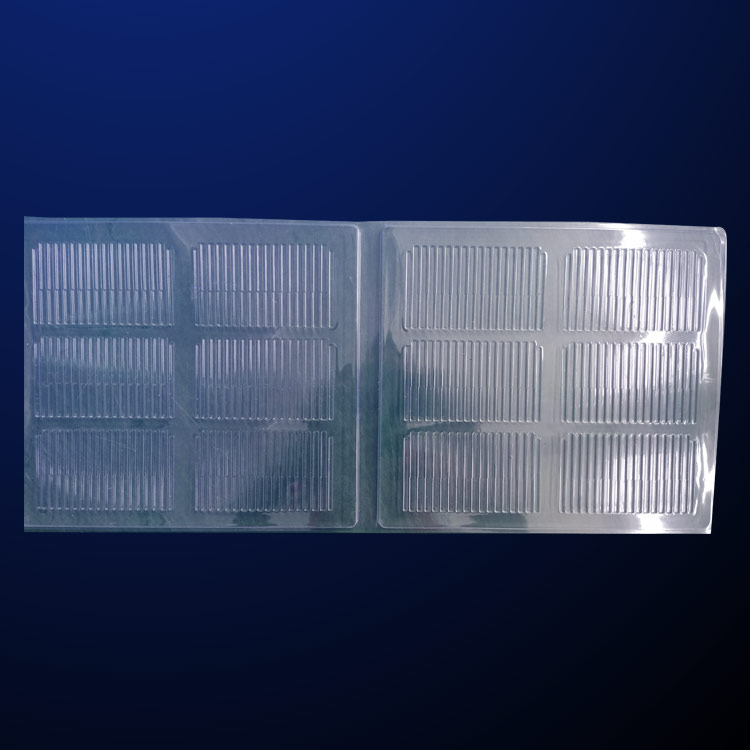
•厚度必須大于(yú) 0.15mm,吸塑包裝成型(xíng)時會減少膠片(pian)厚度,注意來料(liào)檢測。
•有效吸塑(su)包裝區域寬度(dù) >5mm。
•吸塑包裝罩變(bian)形會影響吸塑(su)包裝效果。
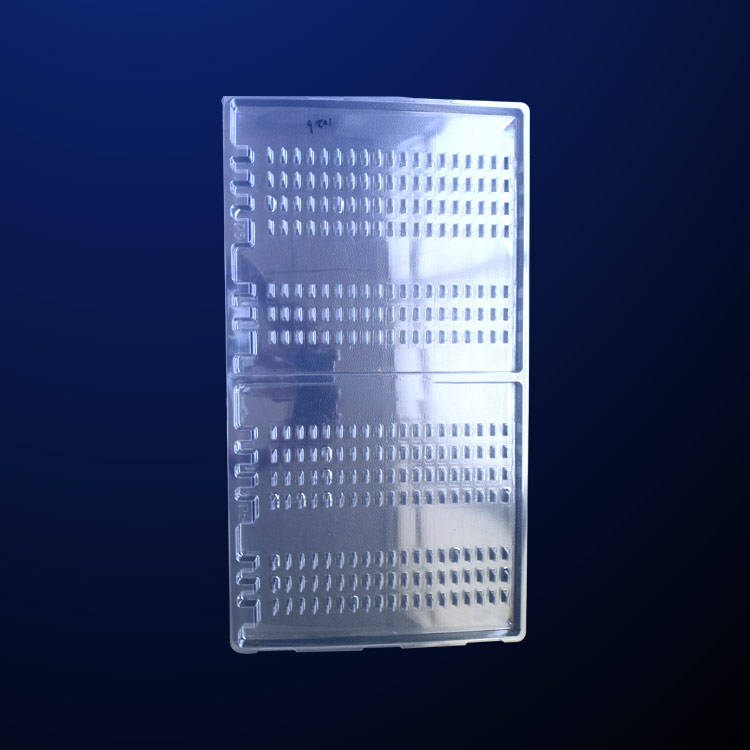
•制造(zào)吸塑包裝罩時(shi)使用的脫模油(yóu),若殘留在吸塑(su)包裝罩表面,會(hui)影響吸塑包裝(zhuang)罩的表面張力(lì),降低達因值,影(yǐng)響吸塑包裝效(xiao)果。
對此,在實際(jì)生産時,要進行(háng)工藝參數測試(shì)與設定,其标準(zhun)要求是:
①吸塑包(bao)裝油及吸塑包(bāo)裝罩在加壓時(shi)的實際内部溫(wen)度需在材料的(de)軟化溫度和融(rong)化或者晶化之(zhī)間,以保證熱封(feng)黏貼的有效過(guò)程;②離壓前,需保(bǎo)證吸塑包裝油(yóu)及吸塑包裝罩(zhào)的實際内部溫(wēn)度小于吸塑包(bāo)裝油或罩其中(zhōng)之一的融化溫(wen)度,确保能夠成(chéng)型定型,盡量避(bì)免泡罩不會因(yīn)爲軟化的收縮(suō),或在手工取料(liao)時拉掉。
吸塑包(bao)裝包裝設備的(de)加熱方式影響(xiang)
吸塑包裝包裝(zhuang)設備加熱方式(shi)的種類有三種(zhong):傳統背面加熱(rè)方式、加熱片式(shì)表面加熱、高周(zhou)波方式内部加(jiā)熱。不同加熱方(fāng)式,溫控方式不(bu)同,傳熱效果不(bu)同,造成吸塑包(bāo)裝油軟化及吸(xī)塑包裝冷卻成(cheng)型效果不同。

›
•




